Introduction
Many manufacturers struggle to select the right CNC turning configuration when part complexity increases beyond simple shafts and pins. Many manufacturers struggle to select the right CNC turning configuration when part complexity moves beyond simple cylindrical work. The decision usually comes down to part geometry, setup count, live tooling needs, sub-spindle requirements, operator skill, and whether the machine’s added capability will actually reduce secondary operations.
An axis on a CNC turning machine is a direction of controlled motion — linear or rotary — that determines what operations the machine can perform and how the workpiece or tool is positioned during a cut. For machinists, engineers, procurement managers, and shop owners, that axis count has direct consequences: part complexity, cycle times, setup count, and total cost all shift with it.
What follows is a practical breakdown of CNC turning axis configurations from 2-axis to 12-axis — what each can do, where it fits, and how to match the right setup to your parts without buying more machine than you need.
Key Takeaways
- CNC turning machines start at 2-axis (X and Z movement) and scale to 12-axis configurations combining turning, milling, drilling, and sub-spindle operations in one setup
- Each axis adds either linear movement (X, Y, Z) or rotation (A, B, C), allowing more complex features without repositioning the part
- Higher axis counts reduce setups and improve accuracy but increase cost, programming complexity, and operator skill requirements
- Above 5 axes, configurations vary by builder and model; buyers should verify whether the machine includes live tooling, C-axis control, Y-axis travel, a B-axis milling spindle, dual turrets, or a sub-spindle before assuming what the axis count means.
- Match axis count to actual part requirements; the most capable machine is rarely the most cost-effective choice
What Are CNC Turning Machine Axes?
CNC turning machines use two types of axes to control cutting tool and workpiece movement:
Linear axes (X, Z, and sometimes Y) control translational movement along straight paths. Rotary axes are usually named A, B, and C for rotation about the X, Y, and Z axes respectively, but the exact function on a turning center depends on the builder and configuration. For example, C-axis often refers to controlled spindle rotation, while B-axis often refers to a tilting milling spindle or tool head on turn-mill machines.
Per ISO 841:2001, the Z-axis runs parallel to the principal spindle, X is the radial direction (perpendicular to the spindle), and Y completes the right-hand coordinate system.
This differs from milling conventions: in turning, Z runs along the spindle centerline horizontally, not vertically as in mills. Reading axis specifications from a milling context onto a turning setup will produce incorrect tool path assumptions.
How Turning Differs From Milling
In CNC turning, the workpiece rotates while the cutting tool remains stationary or moves linearly. Adding rotary axes and live tooling introduces milling-style operations, transforming a lathe into a multi-axis turn-mill center.
Simultaneous vs. Indexed Motion
One distinction that shapes what geometries are achievable:
- Indexed positioning: The rotary axis (like C-axis) locks into fixed positions between operations
- Simultaneous interpolation: The rotary axis operates continuously during cutting, enabling helical geometries and wraparound surfaces without repositioning
Simultaneous multi-axis interpolation affects surface quality, cycle time, and geometric capability. The tradeoff is increased programming complexity.
CNC Turning Machine Axis Configurations: From 2-Axis to 12-Axis
2-Axis and 3-Axis CNC Turning
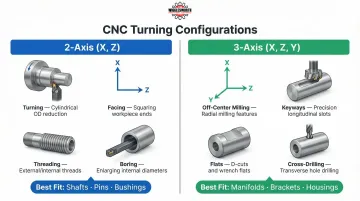
2-axis turning (X and Z) is the foundation of all CNC lathes:
- X-axis: Radial movement (in/out from spindle centerline)
- Z-axis: Longitudinal movement (along spindle centerline)
- Operations: OD/ID turning, facing, threading, boring, profiling
- Ideal for: Shafts, pins, bushings, flanges — straightforward rotational parts
This configuration is the most affordable and widely deployed, suitable when part geometry is fully cylindrical or tapered.
3-axis turning adds a Y-axis (cross-axis), enabling:
- Off-center milling and drilling
- Keyways, flats, and slots
- Features not centered on the rotational axis
When evaluating Y-axis capability, confirm the actual Y-axis travel, live-tooling package, C-axis capability, chuck size, bar capacity, and available work envelope on the machine being quoted. T.R. Wigglesworth can help compare those specifications against the part features your shop needs to complete in one setup.
| Configuration | Axes | Key Operations | Best For |
|---|---|---|---|
| 2-Axis | X, Z | Turning, facing, threading | Simple shafts, pins, bushings |
| 3-Axis | X, Z, Y | Off-center milling, drilling, flats | Manifolds, brackets, multi-feature housings |
4-Axis and 5-Axis CNC Turning
4-axis turning adds the C-axis — spindle rotation used as a positioning or interpolation axis:
- Enables live tooling operations
- Radial and face drilling, tapping, milling
- Eliminates secondary operations for parts with cross-holes or flats
The C-axis can operate in indexed positioning or simultaneous interpolation mode, depending on the required geometry.
5-axis turning introduces the B-axis (tilting turret or tool head):
- Allows cutting tools to approach at compound angles
- Machines undercuts, angled holes, and complex contoured features
- Widely used in aerospace and medical part production
B-axis machines hold tighter tolerances between turned and milled features because all operations complete in one setup, eliminating fixture-change errors.
6-Axis to 7-Axis CNC Turning
6- and 7-axis configurations typically introduce:
- Sub-spindle: A second chuck that accepts the part after main spindle operations finish
- Dual turrets: Independent tool carriers that can machine simultaneously or sequentially
These additions unlock front and back operations in a single machine cycle:
- No manual rechucking, which reduces cycle time and tolerance stack-up risk
- 7th axis often refers to sub-spindle Z-axis travel (independent positioning)
Secondary linear axes are often denoted as U, V, W (parallel to X, Y, Z) or X2, Y2, Z2. For example, DN Solutions describes the SMX series as multifunctional turn/mill centers with up to nine axes. Exact axis naming and count should always be checked against the specific model and option package being quoted.
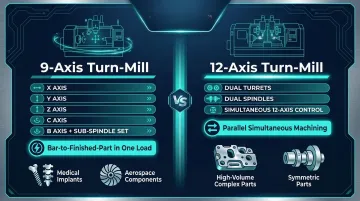
9-Axis to 12-Axis CNC Turning
9-axis turning centers combine full 5-axis milling with 4-axis turning:
- All three linear axes (X, Y, Z)
- C-axis on main spindle
- B-axis tilt
- Sub-spindle with its own axis set
Parts go from raw bar stock to fully finished in one loading, which is why this configuration is common in medical device and aerospace work.
Stepping up further, 12-axis configurations take simultaneous machining to its practical limit:
- Two fully independent turrets (each with X, Y, Z, and rotary axes)
- Main spindle and sub-spindle operating simultaneously
- Both turrets cut simultaneously, potentially halving cycle time on symmetrical or back-end operations
For a buyer, the important question is not the headline axis count alone; it is whether the machine can complete the required front-side, back-side, off-center, angled, and milled features within the desired cycle time and tolerance window
| Configuration | Axes | Standout Capability | Typical Applications |
|---|---|---|---|
| 9-Axis | X, Y, Z, C, B + sub-spindle set | Bar-to-finished-part in one load | Medical implants, aerospace components |
| 12-Axis | Dual turrets + dual spindles | Parallel machining on both ends simultaneously | High-volume complex parts, symmetric components |
Where Multi-Axis Turning Centers Are Used
Multi-axis turning centers are critical in industries where complex geometries and tight tolerances demand single-setup machining:
Aerospace Components
- Landing gear, turbine shafts, fittings
- Complex aerospace and energy components may benefit from single-setup or 5-axis machining because fewer reclamping steps can reduce handling error and support complex geometry. Exact tolerances and cycle-time gains depend on the machine, process, tooling, material, and inspection requirements.
Medical Implants and Surgical Instruments
- Orthopedic implants, bone screws
- Medical implants and surgical instruments often require tight feature control, small complex geometry, and reduced handling between operations. Multi-axis turning or turn-mill equipment can help when the part requires off-center holes, milled features, or back-working in one controlled setup.
Other common applications include hydraulic valve bodies, complex defense hardware, and high-precision fittings.
These parts typically share three traits: tight tolerances, multiple features on non-centered axes, and high consequences for setup error — making single-setup multi-axis turning both practical and preferred.
Where Lower Axis Counts Remain Dominant
Not every job calls for multi-axis complexity. 2-axis and 3-axis machines are still the right call for:
- High-volume production of simple turned parts
- Applications where cycle time on a single feature matters more than part complexity
- Shops where operator availability and programming simplicity are constraints
T.R. Wigglesworth Machinery Company offers new and used CNC turning equipment, including FEMCO HL-series lathes and turning centers, along with other CNC lathe inventory across brands such as ACER, Clausing, HAAS, MAZAK, and others depending on availability.
How to Choose the Right Axis Configuration for Your Turning Application
Part Complexity and Feature Access
Assess whether your part has:
- Features off the rotational axis → Requires Y-axis (3-axis minimum)
- Angular holes or undercuts → Requires B-axis (5-axis minimum)
- Back-face operations → Requires sub-spindle (6-axis or higher)
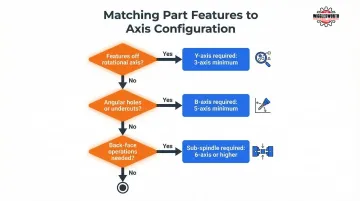
A part with only cylindrical and tapered features will never justify a 9-axis machine. A part with compound-angle cross-holes machined to tight positional tolerance almost certainly will.
Production Volume and Cycle Time Economics
The ROI case for high-axis machines changes with volume:
- Programming and setup costs amortize over more parts
- Parallel machining on a 12-axis center becomes economically decisive at higher volumes
- For low-volume or prototype work, a lower-axis machine with skilled operator setups often offers better cost performance
Batch size changes the ROI case, but there is no universal cutoff. Compare setup time, programming time, machine hourly rate, fixture cost, inspection burden, scrap risk, and secondary-operation cost before deciding whether a lower-axis machine or a multitasking turning center is more economical.
Operator Skill and CAM Programming Requirements
5-axis and above turning centers require:
- Substantially more complex CAM programming
- Post-processing and collision simulation
- Synchronized tool paths to avoid collisions when multiple cutting tools simultaneously remove material
Treat your shop's realistic programming and maintenance capacity as a hard constraint — not an afterthought alongside part requirements.
Budget, Footprint, and Future-Proofing
Consider the trade-off between:
- Buying a lower-axis machine now
- The cost of outsourcing complex features or adding a second machine later
Y-axis, live tooling, sub-spindle, and turn-mill capability typically increase machine cost, programming complexity, and maintenance requirements. The investment should be compared against the cost of outsourcing, secondary setups, fixture building, scrap, and expected future part mix.
T.R. Wigglesworth Machinery Company stocks new and used CNC lathes and turning centers across a range of axis configurations — a practical starting point if you're matching a machine to a specific production requirement.
Common Misconceptions About CNC Turning Machine Axes
Misconception: More Axes Always Means Better Parts
Axis count determines what geometries are accessible, not inherent part quality. A well-programmed 2-axis turning center will outperform a poorly set up 9-axis machine on simple cylindrical parts. The right axis count is the one that matches the part geometry — not the one that looks most impressive on a spec sheet.
Misconception: CNC Turning Axes Are Defined the Same Way as CNC Milling Axes
In turning, Z runs along the spindle axis. On a horizontal lathe that is usually horizontal, but buyers should always refer to the machine’s axis diagram rather than assuming physical direction from the word ‘turning’ or ‘milling. The C-axis on a turning center usually refers to controlled spindle rotation for positioning or interpolation. Milling machines can also use rotary axes, so the key is to understand what C-axis controls on the specific machine. Engineers moving from milling setups to turning often misread axis specifications because of this distinction.
Misconception: Higher Axis Count Always Reduces Cycle Time
Simultaneous multi-axis cuts do reduce cycle time for complex parts, but added axes also mean more CNC interpolation, more complex toolpaths, and longer programming time. For parts that don't use the additional axes, the extra motion capability adds cost with no production benefit. Shops that skip this analysis end up paying for capability their programs never call on.
Explore Specific CNC Lathe Models
If you're ready to explore specific models, T.R. Wigglesworth carries a range of CNC lathes suited for different shop requirements. The FEMCO HL-250 is listed by Wigglesworth as a CNC lathe/turning center with FANUC Oi-TF control, 20 hp power, 4,500 RPM maximum spindle speed, and published X/Z travel. Wigglesworth also lists FEMCO HL-55/1250 inventory for shops evaluating heavier-duty CNC turning requirements. The FEMCO HL-55 NT is listed as a heavy-duty CNC turning center for production parts up to 24″ diameter without tailstock support, with wide wrap-around box ways, a FANUC 35 hp spindle motor, and a two-speed ZF gearbox. Each of these machines represents a practical starting point for buyers looking to match equipment to real production demands.
| Product | Product Details |
|---|---|
| HL-250 | Explore Product |
| HL-55 1250 | Explore Product |
| HL-55 NT | Explore Product |
Frequently Asked Questions
How many axes are in a CNC turning machine?
CNC turning machines range from 2-axis (basic X and Z linear movement) in standard lathes to 12-axis in advanced turn-mill centers. The axis count is determined by the number of independently controlled linear and rotary motion directions the machine supports.
Do CNC turning machines come in 6-, 7-, or 12-axis configurations?
Yes, turning machines do come in these configurations — typically through the addition of sub-spindles, dual turrets, live tooling axes, and B-axis (tilting) capability. These higher configurations are most common in turn-mill centers used for complex, complete-in-one-setup machining.
What is the difference between a 2-axis CNC lathe and a multi-axis turning center?
A 2-axis CNC lathe primarily uses X and Z motion for turning, facing, boring, grooving, and threading. A multi-axis turning center may add live tooling, C-axis control, Y-axis motion, B-axis tilt, or sub-spindle capability so more features can be completed in one setup, depending on the machine configuration.
What does a Y-axis do on a CNC turning machine?
The Y-axis moves the cutting tool off the centerline of the part. This enables off-center drilling, keyways, hexagonal flats, and cross-milling — operations a standard 2-axis lathe cannot perform without a secondary machine.
What is a turn-mill center?
A turn-mill center combines turning with milling, drilling, and tapping capability, commonly through live tooling, C-axis spindle control, and sometimes Y-axis, B-axis, or sub-spindle capability. Depending on the configuration and part geometry, it can reduce or eliminate secondary operations.
Is a higher axis count always better for CNC turning operations?
More axes provide greater geometric flexibility but also increase machine cost, programming complexity, and the skill floor required of operators. The correct axis count is the one that matches the part's actual feature requirements and the shop's production economics — not simply the highest available.