Introduction
In precision manufacturing, choosing the wrong machining process doesn't just slow production—it drives up costs, wastes material, and compromises part quality. Many shops struggle with deciding between CNC turning and CNC milling, two fundamentally different processes suited to different part geometries. According to Grand View Research's 2024 market analysis, the global CNC machining and turning centers market reached USD 25.99 billion in 2023, with the automotive segment holding the largest revenue share—highlighting the critical role these processes play in modern manufacturing.
The turning versus milling decision directly affects cycle time, tooling costs, achievable tolerances, and which part types each process can realistically serve. In aerospace, medical devices, and heavy manufacturing, selecting the right process can mean the difference between profit and loss on every part. Many shops use both methods in tandem (or invest in combination turn-mill machines) to achieve complete features in a single setup.
Understanding where each process excels is the first step toward making that call confidently. This guide covers definitions of each process, a side-by-side comparison of key attributes, a practical decision framework, and specific use cases to help you determine which method — or combination — suits your project.
Key Takeaways
- Turning spins the workpiece; milling spins the tool — that single difference determines everything else about process selection
- Turning excels at cylindrical parts (shafts, bushings, pistons); milling handles complex 3D geometries, flat surfaces, and pockets
- Turning centers run on 2 axes (X, Z); milling machines scale to 3–5 axes for complex contours and features
- For high-volume round parts, turning wins on cost and cycle time — milling wins on flexibility for irregular geometries
- Turn-mill machines or sequential operations solve projects requiring features from both processes
CNC Turning vs CNC Milling: Quick Comparison
The two processes differ at a mechanical level: CNC turning spins the workpiece at high RPM while a stationary single-point tool removes material. Milling does the opposite — the workpiece stays fixed while a multi-point rotating cutter moves across it. That distinction alone determines which geometries each process can handle efficiently.
Axis configurations reflect this split. Standard turning centers use 2 linear axes (X for radial movement, Z for longitudinal); advanced lathes add a Y-axis for off-center work or a C-axis for spindle indexing. Milling machines start at 3 axes (X, Y, Z) and scale to 5-axis systems — adding rotary A, B, or C axes — for full-hemisphere cutter access without repositioning.
Part Geometry Strengths:
- Turning: Optimized for round, cylindrical, or axially symmetric shapes
- Milling: Handles flat surfaces, pockets, irregular contours, and complex 3D profiles
Typical Applications:
- Turning produces: Shafts, spindles, bolts, bushings, pistons, couplings
- Milling produces: Engine housings, molds, medical implants, brackets, circuit board enclosures
Cost & Setup
Turning generally offers lower hourly machine rates ($50–$110/hr) and faster cycle times for cylindrical parts. Milling rates run $40–$100/hr for 3-axis systems, rising to $120–$300+/hr for 5-axis. The higher cost comes with greater setup complexity and tooling investment — but for multi-feature, non-round components, it's the only practical option.
What Is CNC Turning?
CNC turning is a subtractive machining process performed on a CNC lathe — the workpiece is secured in a chuck, rotated at controlled spindle speeds, and a stationary single-point cutting tool removes material along the X and Z axes.
CNC automates tool paths, depths, and speeds based on CAD/CAM-generated G-code, eliminating manual guesswork and enabling high repeatability across production runs.
Core Operations
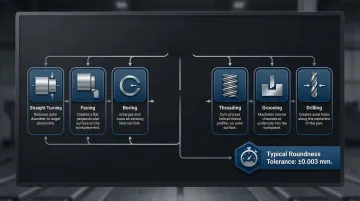
A CNC lathe can perform multiple operations that often complete a cylindrical part in one chucking without repositioning:
- Straight turning: Reduces outer diameter to a target dimension
- Facing: Creates flat end surfaces perpendicular to the axis
- Boring: Enlarges existing holes to precise tolerances
- Threading: Cuts internal or external threads to specification
- Grooving, knurling, and drilling along the axis
For round or axially symmetric parts, turning is faster and more cost-efficient than milling — continuous cutting against a rotating workpiece reduces cycle time considerably. Tight tolerances for shaft-to-hole fits are reliably achievable because the hole-basis system aligns well with turning's precision characteristics, with typical roundness within 0.003 mm.
Modern Capabilities
Basic 2-axis turning centers have evolved considerably. Modern CNC lathes with live tooling (a milling spindle on the turret) and Y-axis capability can machine slots, bolt holes, and milled features in a single setup — these are called turn-mill or mill-turn machines.
Vertical Turret Lathes (VTLs) extend turning capabilities to very large, heavy workpieces typical in aerospace and heavy manufacturing. According to Okuma's 2021 VT1000EX specifications, modern VTLs handle turning diameters up to 1,000 mm, cutting lengths of 1,000 mm, and workpiece weights up to 2,000 kg.
These machines orient the spindle vertically, using gravity to hold heavy, large-diameter workpieces securely without sagging — critical for wind turbine hubs, pipeline flanges, and aerospace engine casings.
For shops running these heavy-duty applications, T.R. Wigglesworth Machinery Company stocks Webster & Bennett VTL machines across multiple size configurations (36", 48", 60", 72", 96", 120", and 144"), with comprehensive OEM parts support and field service available.
Use Cases of CNC Turning
Ideal Applications: CNC turning is the go-to process when part design is primarily cylindrical or axially symmetric — shafts, spindles, pistons, fasteners, bushings, custom tubes, and couplings. It integrates naturally into high-volume production runs where consistent surface finishes and precise diameters are required.
Industry Examples:
- Automotive: Pistons, crankshafts, axle shafts, connecting rods, and cylinder liners
- Aerospace: Engine shafts, landing gear components, and structural elements
- Medical: Bone screws, spinal fixation components, and dental implants — Swiss-type CNC lathes hold tolerances tighter than ±0.0001 inches to prevent deflection on long, slender parts
- Oil & Gas: Drill string couplings, pipeline fittings, and valve bodies that must withstand high pressure and cyclic loads
What Is CNC Milling?
CNC milling uses a rotating multi-point cutting tool to remove material from a workpiece fixed on the machine table. The CNC system directs the tool along multiple axes using programmed tool paths from CAD/CAM software — and in some configurations, moves the table as well.
This multi-axis control lets the cutter carve precise shapes, pockets, and features from multiple angles in a single setup.
Core Operations
Main milling operations include:
- Face milling to create flat, smooth surfaces
- Peripheral milling for shaping external profiles
- Slot milling to cut keyways or grooves
- Drilling and boring to create and enlarge holes
- Thread milling for internal or external threads
- 3D contour milling across complex curved surfaces
Multi-axis milling (4- and 5-axis) allows the cutter to approach the workpiece in a full hemisphere, enabling intricate features without repositioning. Industry data shows that global installation of 5-axis machining centers increased by 37% between 2020 and 2024, heavily driven by aerospace and defense demands.
Practical Advantages
Milling's defining strength is geometric versatility: it can produce nearly any shape a designer specifies, including complex 3D profiles, undercuts, pockets, and irregular surfaces impossible to achieve with turning alone. Tolerances are very tight, and the ability to use multiple tool types (end mills, face mills, drills, thread mills) in a single setup adds efficiency for complex parts.
Axis Configurations
- 3-axis: Most common, handles the majority of milling jobs with X, Y, Z linear movement
- 4-axis: Adds rotary movement (typically A-axis around X) for angled features
- 5-axis: Three linear + two rotary axes, enabling full-hemisphere cutter access for aerospace-grade complexity — categorized into simultaneous (all axes move dynamically) and 3+2 positioning (rotary axes index and lock before cutting)
Material Compatibility
CNC milling works across:
- Metals: Aluminum, carbon/alloy steels, stainless steels, titanium, brass, Inconel
- Engineering plastics: PEEK and other high-performance polymers
- Composites: Carbon-Fiber Reinforced Polymers (CFRP) requiring specialized diamond-coated or PCD compression routers to prevent surface delamination
- Wood: Prototyping and pattern making
Note: heat-resistant superalloys (HRSA) such as titanium and Inconel require rigid setups, low RPMs, and high-pressure coolant to manage notch wear and heat buildup.
Use Cases of CNC Milling
CNC milling is the right choice when a part has complex or irregular geometry — flat surfaces with precise features, angled cuts, intricate 3D profiles, pockets, or multiple holes at varying locations. It's also preferred when part geometry does not conform to an axis of symmetry.
Common industry applications include:
- Aerospace: Airframe components, engine housings, structural brackets, monolithic blisks, and turbine blades — 5-axis machining reduces component weight by up to 18%
- Automotive: Engine blocks, suspension components, and transmission housings
- Medical: Custom prosthetics, surgical instruments, and orthopedic implants in titanium or stainless steel
- Tool & Die: Complex molds and dies for injection molding and stamping
According to Reports and Data's 2025 market analysis, the 5-axis CNC milling services segment accounted for approximately 55% of the global 5-axis machining service market in 2024.
CNC Turning vs CNC Milling: Which Is the Better Choice?
Neither process is universally superior. The right choice depends on part geometry, required tolerances, production volume, material type, and whether a single machine can handle all needed features.
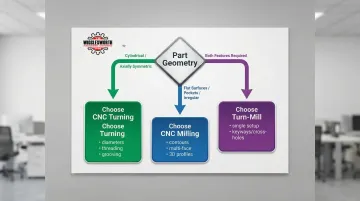
Decision by Part Geometry
Choose Turning When:
- The part is predominantly round or axially symmetric
- Diameters, concentricity, and roundness are critical features
- The part requires threading, grooving, or facing operations
Choose Milling When:
- The part has flat surfaces, pockets, or irregular contours
- Machining must occur on multiple non-parallel faces
- Complex 3D profiles or undercuts are required
Choose Turn-Mill When:
- The part requires both cylindrical turning AND milled features (e.g., a shaft with a keyway or cross-drilled holes)
- A single setup produces a complete part, reducing handling, improving accuracy, and lowering total production cost
Decision by Production Volume
High-Volume Cylindrical Parts: CNC turning offers lower cycle times and amortizes setup costs quickly. Multi-spindle turning centers run multiple parts simultaneously, cutting cycle times sharply. According to Production Machining's 2024 analysis producing a steel helical gear took 38 seconds on a single-spindle lathe versus 11 seconds on an INDEX MS24-6 multi-spindle—nearly 12x the annualized profit.
Complex Parts in Lower Volumes: Milling's flexibility justifies its higher setup cost. For prototype development or specialized components, 3- to 5-axis milling provides the geometric freedom designers need without dedicated tooling.
Decision by Industry & Precision Requirements
Aerospace & Defense: Part complexity often demands 5-axis milling for structural components, while landing gear shafts and engine rotors favor turning. Many aerospace suppliers now use turn-mill centers to consolidate operations. Gardner Intelligence's Top Shops benchmarking data (2025) reveals that 69% of top-performing shops use turn-mill/multitasking machines, compared to 44% of standard shops.
Medical Device Manufacturing: Both processes are critical: milled implant geometries and turned fastener components often appear in the same device. Swiss-type CNC lathes hold tolerances tighter than ±0.0001 inches for bone screws and spinal fixation components.
Heavy Manufacturing & Oil/Gas: Large-diameter vertical turning (VTL) is essential for workpieces too large or heavy to spin horizontally—wind turbine hubs, pipeline flanges, and valve bodies up to 144″ diameter.
Cost Benchmark: Machine Hourly Rates
| Machine Type | Estimated Hourly Cost (USD) |
|---|---|
| CNC Lathe (Mid-sized) | $50 – $110/hr |
| Vertical CNC Mill (3-axis) | $40 – $100/hr |
| Horizontal CNC Mill | $80 – $150/hr |
| Swiss Lathe | $100 – $250/hr |
| 5-Axis CNC Machine | $120 – $300+/hr |
Source: CNC Machines 2025 hourly cost analysis
Working through these factors—geometry, volume, industry tolerances, and machine cost—narrows the field quickly. For shops that find themselves at the boundary between processes, or facing heavy-duty VTL requirements, T.R. Wigglesworth Machinery Company stocks CNC turning centers and milling machines from FEMCO, KENT, and DAH LIH, with dedicated Webster & Bennett support for large vertical turning applications.
Real World Example: Turn-Mill Consolidation in Aerospace
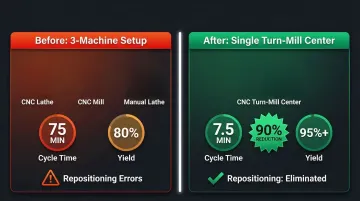
Morris Engineering, a civil and military aerospace subcontractor, faced a production bottleneck machining stainless steel gyroscope components. Their original process required three separate machines: a 3-axis CNC lathe, a 4-axis CNC mill, and a manual lathe.
Total cycle time reached 1 hour and 15 minutes per part, with only 80% yield due to repositioning errors and inconsistent setups between operations.
By replacing the three-machine sequence with a single Biglia B436-Y2 twin-spindle turn-mill center, Morris Engineering consolidated all operations into one setup. The results:
- Cycle time: Reduced from 75 minutes to just 7.5 minutes (90% reduction)
- Part yield: Increased from 80% to over 95%
- Handling: Eliminated work-in-process inventory between machines
- Accuracy: Improved feature-to-feature precision by removing re-clamping errors
The takeaway isn't that turn-mill centers are always superior — it's that part geometry and production volume should drive the equipment decision. When a component demands both cylindrical turning and complex milled features, consolidating into a single setup often pays for itself in yield alone.
Featured Products
Wigglesworth stocks a range of CNC turning and milling machines to match the processes covered in this guide. Below are select models available for inquiry:
| Product | Product Details |
|---|---|
| HL-250 | Explore Product |
| HL-55 NT | Explore Product |
| 3VS08 - Clausing Knee Mill 54" Long x 10" Wide Table | Explore Product |
Conclusion
CNC turning and CNC milling each have distinct operational logic—turning for cylindrical efficiency, milling for geometric complexity. The best manufacturing outcomes come from understanding which process fits a given part's requirements rather than defaulting to one technology. Modern turn-mill machines increasingly blur the line, enabling manufacturers to complete complex parts in a single setup.
Selecting the right process has direct consequences for production efficiency. The practical benefits include:
- Reduced scrap and rework from process-appropriate toolpaths
- Lower per-part cost through shorter cycle times
- Consistent tolerances required in aerospace, defense, and medical manufacturing
- Fewer setups when the correct machine is matched to part geometry
Equipment access and expertise matter just as much as the decision itself. A knowledgeable machine tool partner can help manufacturers avoid costly mismatches between process and part.
T.R. Wigglesworth Machinery Company has been a machine tool resource since 1935, with inventory and expertise spanning CNC turning centers, milling machines, and Webster & Bennett VTL systems. For manufacturers evaluating equipment — new or used, from brands including FEMCO, KENT, and DAH LIH — or sourcing OEM parts for vertical turret lathes, reach out at (440) 232-6660 or visit www.wigglesworth.com.
Frequently Asked Questions
What is the difference between CNC turning and CNC milling?
CNC turning rotates the workpiece while a stationary tool cuts (ideal for cylindrical parts), whereas CNC milling rotates the cutting tool against a fixed workpiece (suited for complex or irregular geometries). Both use computer numerical control for precision and repeatability.
Can a CNC mill replace a lathe?
A 5-axis CNC mill can technically produce cylindrical shapes, but it is far less efficient than a lathe for round, axially symmetric parts — slower, more costly, and less accurate for those geometries. When a part needs both cylindrical and milled features, a turn-mill machine is the practical solution.
Is milling harder than turning?
Milling is more complex in practice due to multi-axis movement, a wider variety of tooling, and greater programming demands for intricate geometries. Turning is simpler for standard cylindrical parts, but modern multi-axis lathes with live tooling are closing the complexity gap.
What is a mill turn CNC?
A mill-turn (or turn-mill) CNC machine combines both turning and milling capabilities in a single setup. The workpiece rotates for turning operations, then live rotating tools machine milled features — slots, holes, flat surfaces — without repositioning between machines, improving both accuracy and throughput.
Which CNC process is better for high-volume production?
For high-volume cylindrical parts, CNC turning on multi-spindle turning centers delivers faster cycle times and lower per-part costs. For complex parts, milling with proper fixturing can run multiple workpieces simultaneously. Ultimately, part geometry determines the better fit.