But not every CNC lathe can handle hard turning. Choose the wrong machine, and you'll face poor surface finish, rapid tool wear, and scrapped parts. Success requires extreme spindle rigidity, thermal stability, precision guideways, and compatibility with CBN or ceramic tooling.
This guide covers what hard turning demands, which machines excel at it, and how to evaluate platforms for aerospace, medical, mold machining, and heavy manufacturing applications.
Key Takeaways
- Hard turning machines materials at 45–68 HRC using CBN/ceramic inserts, replacing cylindrical grinding for finishing operations
- Key machine requirements: extreme spindle rigidity, thermal stability, precision guideways, and CBN/ceramic tooling compatibility
- Top platforms include FEMCO HL, DMG MORI NLX, Mazak QUICK TURN Nexus, Okuma LB3000 EX II, and KENT USA TW Series
- Match your machine's rigidity rating and axis accuracy to workpiece hardness and tolerance requirements
- Sourcing from an authorized dealer ensures proper machine spec, installation support, and operator training
What Is Hard Turning and Why Does It Matter?
Hard turning is a CNC lathe finishing operation performed on workpieces with hardness between 45 and 68 HRC, using cubic boron nitride (CBN) or ceramic inserts instead of conventional carbide. Carbide inserts fail rapidly above 45 HRC — extreme heat and cutting pressure destroy the edge in seconds. CBN and ceramic materials hold up where carbide cannot, which is what makes machine selection for hard turning a distinct decision from general turning.
Hard turning reduces machining time and costs by up to 70% compared to grinding by eliminating secondary operations and enabling single-setup machining. The process routinely holds tolerances in the IT5–IT6 range with surface finishes from Ra 0.8 down to 0.2 µm — performance comparable to cylindrical grinding.
Reduced setup time, fewer machine stations, and lower capital cost per part add up to real ROI for shops machining hardened components at volume.
Primary applications driving hard turning adoption include:
- Bearing races and transmission shafts (automotive, heavy equipment)
- Gear components and hydraulic valve bodies
- Mold cores and precision tooling
- Orthopedic implant surfaces (medical devices)
These sectors — aerospace, medical devices, mold machining, and heavy manufacturing — share a common demand: finished dimensions that hold and surfaces that don't need rework. Choosing the right CNC lathe for hard turning is what determines whether a shop can actually deliver on that standard consistently.

Key Machine Requirements for Hard Turning
Spindle Rigidity: The Critical Factor
Spindle rigidity is the single most important specification for hard turning. Cutting forces from CBN inserts shearing hardened steel generate deflection in less-rigid machines, leading to chatter, dimensional inaccuracy, and accelerated insert wear. Examine manufacturer datasheets for static and dynamic stiffness ratings (measured in N/µm) before shortlisting any machine.
Okuma, for example, uses bearing internal diameters of ø120 mm to ø150 mm to build spindle assemblies that resist deflection during interrupted cuts. Proper bearing preload eliminates internal clearance and prevents the micro-deflections that ruin surface finish.
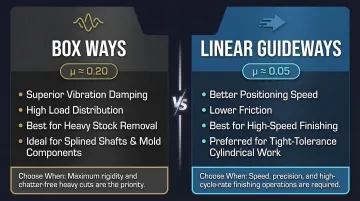
Guideway Design: Box Way vs. Linear Guide
The choice between box way and linear guideway configurations directly impacts hard turning performance:
Box Ways (friction coefficient ~0.20):
- Superior vibration damping for interrupted cuts
- High load distribution across broad contact area
- Best for heavy stock removal and hard materials
- Ideal for splined shafts, gear blanks, and large mold components
Linear Guideways (friction coefficient ~0.05):
- Better positioning speed for light finishing passes
- Lower friction enables rapid traverse rates
- Best for continuous, high-speed finishing of hardened shafts
- Preferred for tight-tolerance work on cylindrical components
The decision comes down to your workpiece geometry: choose box ways for interrupted surfaces like keyways and cross-holes, and linear guides for continuous cylindrical finishing where rapid positioning between cuts matters more than damping.
Thermal Stability Requirements
Hard turning generates significant heat at the cutting zone. Machines without active thermal compensation drift over long production runs, causing tolerance stack-up that scraps parts hours into a shift.
Advanced systems to request and verify:
- Okuma's Thermo-Friendly Concept (TFC): Restricts dimensional change to just ø5 µm over an 8°C ambient temperature shift through symmetrical construction and active thermal stabilization
- FANUC AI Thermal Displacement Compensation: Uses machine learning and 0.01°C-resolution sensors to predict and compensate for machining point displacement
- Siemens SINUMERIK 840D sl: Features active temperature compensation adjusting actual value changes on an axis-by-axis basis using PLC-acquired temperature profiles
Ask dealers for documented thermal drift test data, not just marketing claims about "thermal stability."
CBN/Ceramic Tooling Compatibility
The machine's turret and tool holding system must support the higher cutting forces and specific insert geometries required for hard turning. Look for:
- Turret repeatability of ±0.0002" (±5 µm) or better — critical for consistent insert positioning across tool changes
- Confirmed clamping capacity to hold CBN inserts without deflection under interrupted cut loads
- CAT-40 or larger toolholder taper for rigidity, with verified compatibility for CBN insert holder systems
CNC Control Capability
High-resolution encoder feedback (sub-micron positioning), look-ahead processing, and fine feed rate control are essential for achieving required surface finish. Controls proven in hard turning environments include:
- FANUC 0i-TF Plus: Offers up to 400 look-ahead blocks with AI Contour Control II and Jerk Control to reduce vibration during direction changes
- Siemens SINUMERIK 840D sl: Continuous-path mode (G64, G641) maintains high velocity during complex contouring without velocity drops
When evaluating controls, ask for a live demonstration on a representative hard-turned profile — surface finish results will tell you more than a spec sheet.
Best CNC Lathes for Hard Turning
The machines below were selected based on spindle rigidity, thermal stability, control precision, CBN tooling compatibility, and verified use in hard turning production environments.
FEMCO HL Series (e.g., FEMCO HL-25)
FEMCO is a Taiwan-based precision machine tool manufacturer with strong North American manufacturing presence. T.R. Wigglesworth Machinery Company is an authorized FEMCO dealer, making support, parts, and service accessible. The HL Series are slant-bed CNC turning centers engineered for demanding precision applications.
Slant-bed construction gives the HL Series its hard turning edge — the geometry maximizes rigidity while channeling chips away from the cut zone. This delivers the damping characteristics CBN inserts need during interrupted cuts, where vibration is the primary threat to insert life and surface finish.
| Specification Category | Details |
|---|---|
| Key Specs | Spindle speed up to 4,800 RPM; swing over bed 10.6"; max turning diameter suitable for small to mid-size hardened components; max machining length 22.8" |
| Hard Turning Capability | Slant-bed construction; 12-station servo turret with fast bi-directional indexing; 20/15 HP spindle power for sustained CBN cutting; FANUC CNC control with thermal compensation |
| Availability & Support | Available through T.R. Wigglesworth Machinery Company (authorized dealer); delivery, installation, and training services included |
DMG MORI NLX 2500
DMG MORI is a globally recognized German-Japanese machine tool manufacturer. The NLX 2500 is a high-rigidity slant-bed turning center used in aerospace, automotive, and medical production environments where hard turning is common.
Widened X- and Z-axis box-way slideways are the NLX 2500's structural foundation for hard turning — they absorb vibration more effectively than linear guide alternatives. The Built-in Motor Turret (BMT) keeps heat and vibration in check, while active coolant circulation through the casting holds thermal displacement tight across long production runs.
| Specification Category | Details |
|---|---|
| Key Specs | Max workpiece diameter 366 mm (14.4"); max workpiece length 1,258 mm; left spindle up to 5,000 RPM; 843 Nm torque (30 kW) |
| Hard Turning Capability | Widened box-way construction for vibration damping; Built-in Motor Turret (BMT) for thermal control; active coolant circulation through casting; MAGNESCALE linear feedback for precision positioning |
| Typical Price Range | $150,000–$250,000+ depending on configuration (sub-spindle, Y-axis, high-pressure coolant) |
Mazak QUICK TURN Nexus 250
Mazak, headquartered in Florence, KY, is a leading U.S.-based machine tool manufacturer with a strong track record in hard turning applications. The QUICK TURN Nexus 250 is a multi-tasking turning center capable of both turning and milling operations, used in production environments machining hardened components.
The MX Hybrid Roller Guide System sets the Nexus 250 apart — it pairs vibration damping with fast traverse speeds, a combination that straight box-way or linear rail designs rarely achieve together. MAZATROL SmoothG's High Gain Feed Forward and Variable Acceleration controls keep positional accuracy tight at speed. Temperature-controlled cooling oil around the turret spindle bearings handles the thermal drift that derails tolerances on long runs.
| Specification Category | Details |
|---|---|
| Key Specs | Max machining diameter 13.78" (350 mm); max machining length up to 39.1"; max spindle speed 4,000 RPM; motor output 35 HP (26 kW) |
| Hard Turning Capability | MX Hybrid Roller Guide System (vibration damping + rapid traverse); MAZATROL SmoothG control with High Gain Feed Forward; temperature-controlled turret spindle cooling; multi-tasking (turn + mill) capability |
| Typical Price Range | $180,000–$280,000+ depending on configuration and tooling package |
Okuma LB3000 EX II
Okuma is a Japanese machine tool manufacturer known for building proprietary CNC controls (OSP-P300) and machines with excellent thermal stability. The LB3000 EX II is a high-rigidity turning center recognized in precision machining circles for hard turning performance.
Thermal control is where the LB3000 EX II earns its reputation. Okuma's Thermo-Friendly Concept limits dimensional change to ø5 µm across an 8°C ambient temperature swing — a spec that matters in shops without climate-controlled cells. The slanted-box bed adds structural rigidity for heavy cutting, and the OSP-P300's "Machining Navi" automatically adjusts spindle speed to suppress chatter without operator intervention.
| Specification Category | Details |
|---|---|
| Key Specs | Max turning diameter 410 mm (16.14"); max machining length up to 1,300 mm; spindle speed 45–5,000 RPM; standard power 22/15 kW (30/20 HP) |
| Hard Turning Capability | Slanted-box bed construction; Thermo-Friendly Concept (TAS-C) limiting thermal drift to ø5 µm; large spindle bearing diameter (ø120–ø150 mm); OSP-P300 control with chatter suppression |
| Typical Price Range | $160,000–$240,000+ depending on bed length and control options |
KENT USA TW Series (e.g., KENT TW-3260)
KENT International USA is a value-oriented precision machine tool brand with a strong U.S. dealer network. T.R. Wigglesworth Machinery Company is an authorized KENT dealer, providing local support and service. The TW Series are heavy-duty turning centers designed for stable, rigid machining of tough materials.
For shops with tighter capital budgets, the TW Series makes hard turning accessible without compromising on structural fundamentals. Solid boxed-way construction on the column and saddle holds rigidity through interrupted cuts — the condition that punishes flexible machines hardest. Local parts inventory and service response through T.R. Wigglesworth keeps total cost of ownership in check for buyers in the Mid-Atlantic and Ohio region.
| Specification Category | Details |
|---|---|
| Key Specs | Spindle motor power options from 7.5 HP; speed range 60–6,000 RPM; robust bed construction for heavy-duty machining; suitable for small to mid-size hardened components |
| Hard Turning Capability | Solid boxed-way construction for vibration damping; compatible with standard FANUC or similar controls; suitable for CBN insert operations with proper tooling setup; focus on cost-effective hard turning for moderate production volumes |
| Availability & Support | Available through T.R. Wigglesworth Machinery Company (authorized dealer); delivery, installation, and training services included |
How We Chose the Best CNC Lathes for Hard Turning
Each machine was assessed against six core criteria:
- Spindle rigidity specifications and bearing preload ratings
- Guideway construction type (box way vs. linear rail damping characteristics)
- Thermal compensation systems for sustained dimensional stability
- CNC control resolution and interpolation accuracy
- Published hard turning application data from the manufacturer
- Industry suitability across aerospace, medical, mold, and heavy manufacturing
These criteria exist because buyers routinely make one costly mistake: selecting a general-purpose lathe without verifying its dynamic stiffness rating for interrupted hard turning cuts. A machine rated for standard turning may lack the spindle bearing preload, guideway damping, or thermal compensation needed to maintain tolerance when CBN inserts encounter cross-holes, keyways, or hardness variations.
Brand support network was weighted heavily in this evaluation. Machines backed by a local authorized dealer — with service, parts, and training capability — reduce downtime risk significantly compared to purchasing from overseas distributors with limited U.S. support. T.R. Wigglesworth carries FEMCO and KENT specifically because local dealer access matters: when a spindle bearing fails or a control board needs replacement, response time from a dealer 50 miles away versus 5,000 miles away directly impacts production revenue.
Price alone is a poor selection criterion for hard turning machines. A machine that cannot hold tolerance on hardened steel will generate scrap and tool costs that far exceed the savings from a lower purchase price. A $120,000 lathe that scraps $15,000 in parts monthly costs more than a $180,000 machine that holds tolerance reliably.

Explore Specific CNC Lathe Models
If you're ready to explore specific models, T.R. Wigglesworth carries a range of CNC lathes suited for different shop requirements. The HL-250 is a capable 2-axis CNC lathe built for reliable production turning, while the HL-55 1250 offers a compact footprint with strong specification depth for shops that need precision in a tighter space. For operations that prioritize ease of use alongside turret flexibility, the HL-55 NT delivers a servo turret design in a user-friendly package. Each of these machines represents a practical starting point for buyers looking to match equipment to real production demands.
| Product | Product Details |
|---|---|
| HL-250 | Explore Product |
| HL-55 1250 | Explore Product |
| HL-55 NT | Explore Product |
Conclusion
Hard turning is a technically demanding process that rewards shops who invest in the right machine platform—one with proven rigidity, thermal stability, and compatible control capability—rather than buying the lowest-cost option.
Before committing to a machine, evaluate against these core factors:
- Workpiece hardness range (HRC 45–65+ requirements vary widely)
- Production volume and cycle time expectations
- Tolerance requirements and surface finish targets
- Available tooling (CBN insert grades, toolholder rigidity)
- Thermal compensation needs for sustained production runs
A job shop machining occasional hardened tool steel components can succeed with less thermal compensation than a transmission manufacturer running 24/7 production. Match the machine to your actual workload, not the most demanding scenario imaginable.
T.R. Wigglesworth Machinery Company has been working with precision manufacturers since 1935 as an authorized dealer for FEMCO and KENT lathes, with field support covering delivery, installation, and operator training. If you're evaluating hard turning configurations for your shop, reach out directly to discuss your application — workpiece material, tolerance band, and production volume — and get a recommendation grounded in your actual requirements.
Frequently Asked Questions
What is hard turning in CNC machining?
Hard turning is a finish-turning operation performed on CNC lathes using CBN or ceramic cutting inserts on workpieces with hardness typically between 45 and 68 HRC. It commonly replaces cylindrical grinding in precision manufacturing, offering faster setup and lower per-part costs.
What is the best CNC lathe?
For hard turning, the best CNC lathe combines high spindle rigidity, thermal compensation, and precision guideway construction. Platforms like FEMCO HL, DMG MORI NLX, Okuma LB3000 EX II, and Mazak QUICK TURN Nexus are widely used in production hard turning environments.
Is CNC turning hard?
CNC turning in general is highly automated and programmable. Hard turning specifically requires careful setup, correct CBN/ceramic insert selection, and a sufficiently rigid machine to avoid chatter and tool failure on hardened materials—making it more technically demanding than standard turning.
What hardness levels can CNC lathes machine in hard turning?
Hard turning is generally effective on workpieces in the 45–68 HRC range. CBN inserts perform best above 55 HRC, while ceramic inserts are more common in the 45–55 HRC range. Workpiece material composition and geometry also affect feasibility.
What cutting tools are required for hard turning?
Cubic boron nitride (CBN) and ceramic inserts are the standard tooling for hard turning. Carbide inserts are not appropriate for sustained hard turning above 45 HRC. The correct insert grade, geometry, and edge preparation are critical to surface finish and tool life.
Can hard turning replace cylindrical grinding?
Hard turning can replace grinding for many finishing operations, offering advantages in setup time, machine cost, and flexibility. However, grinding remains preferred where surface integrity requirements are extremely tight (Ra < 0.2 µm) or where workpiece geometry limits lathe access.


