Introduction
Walk into most machine shops, and you'll see two machines that look almost identical: a CNC lathe and a CNC turning center. Both rotate workpieces, both cut cylindrical parts, and both use computer control. Yet these are fundamentally different tools built for different manufacturing realities—and choosing the wrong one is a costly mistake.
Mismatched production rates, unnecessary secondary setups, and inflated per-part costs all trace back to equipment decisions made without a clear understanding of what separates these machines.
A shop running complex aerospace housings on a basic 2-axis lathe wastes hours on manual rechucking and secondary milling. Conversely, a toolroom buying a fully-equipped turning center for simple shaft work pays for capability it will never use.
Here's what you need to make the right call: precise definitions, a side-by-side capability comparison, and a practical decision framework, whether you're equipping a new facility, upgrading aging equipment, or justifying capital expenditure to management.
Key Takeaways
- A CNC lathe handles straightforward turning on two axes (X and Z): best suited for simple cylindrical parts and low-to-medium production runs
- Turning centers go further, adding C-axis rotation, optional Y-axis movement, live tooling, and sub-spindles for complex-geometry, high-volume production
- Axis count, live tooling, sub-spindles, and automation readiness separate the two machines in practice
- Lathes win on simplicity and lower initial cost; turning centers win on throughput and setup reduction
- Your part complexity and production volume dictate the right choice—not which machine sounds more advanced
CNC Lathe vs CNC Turning Center: Quick Comparison
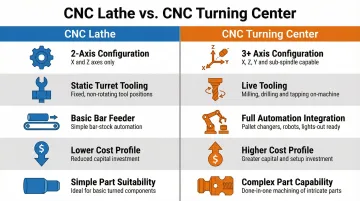
The table below captures the core differences at a glance. Part complexity, production volume, and budget are the three variables that typically decide which machine fits your shop.
| Feature | CNC Lathe | CNC Turning Center |
|---|---|---|
| Axis Configuration | 2-axis (X and Z); rotational turning along longitudinal axis | 3+ axes; adds C-axis rotation, optional Y-axis, sub-spindle capability |
| Tooling | Static turret with external/internal turning tools; no live tooling standard | Live tooling standard or available; enables milling, drilling, tapping without re-fixturing |
| Automation Compatibility | Basic bar feeder integration; limited robotic automation | Full bar feeder, robotic loading/unloading, part catchers, and conveyor integration |
| Cost Profile | Lower initial investment; used models range from $6,999–$154,900 depending on brand and configuration | Higher upfront cost; live tooling, Y-axis, and sub-spindle options each add to the base price |
| Best Suited For | Simple pins, bushings, shafts; prototyping; toolroom and short-run production | Complex multi-featured parts; aerospace, medical, automotive high-volume production |
What is a CNC Lathe?
A CNC lathe is a computer-controlled machine tool that rotates a workpiece about its axis while a stationary cutting tool removes material. Its roots trace back to the manual flatbed lathe. CNC control added repeatability and multi-axis automation that manual operation could never match.
Core Components and Their Functional Roles:
- Chuck: Grips the workpiece during rotation — alignment accuracy directly determines concentricity and surface finish
- Spindle: Drives rotation at speed; RPM range and torque output set the ceiling for material removal rates and workpiece diameter
- Turret: Indexes static cutting tools into position; repeatable tool positioning keeps cycle times consistent and dimensions tight
- Tailstock: Supports the far end of long workpieces, preventing deflection under heavy cuts on shafts and extended components
Three Main CNC Lathe Configurations:
Flatbed Lathes
Flatbed lathes feature a horizontal bed with the headstock at one end and an adjustable tailstock at the other. They excel at heavy-duty cutting and large workpiece capacities, with some models offering swings over the bed up to Φ800 mm and distances between centers up to 3000 mm. These machines prioritize stability and rigidity for aggressive material removal.
Slant-Bed Lathes
Slant-bed lathes position the bed at an angle (typically 30 to 60 degrees from horizontal), improving chip flow by allowing chips to fall directly under the rotating part for removal via conveyors. This design suits medium parts and integrates more easily with automation systems.
Vertical Lathes
Vertical lathes use gravity-assisted clamping for large or heavy parts in the 1–20 meter range. The workpiece sits on a horizontal rotary table below a vertical spindle, making them ideal for components that would sag or need excessive tailstock support on horizontal machines.
Core Operational Advantages:
CNC lathes remain the preferred entry point for shops that value flexibility over throughput:
- Easy setup and lower programming complexity compared to turning centers
- Strong operator familiarity — most machinists know lathes well
- Lower initial investment and minimal operational overhead
- Compatible with manual/CNC hybrid workflows in toolroom environments
Use Cases of a CNC Lathe
CNC lathes fit in production workflows where flexibility and simplicity outweigh throughput:
- Short-run or prototype work where setup time matters more than cycle time
- Toolroom repairs requiring manual intervention and operator judgment
- Simple part families like pins, bushings, bolts, and stepped shafts where 2-axis turning is sufficient
- General machining shops and job shops handling varied work with unpredictable volumes
- Mold-making support for core pins and ejector components
- Early-stage aerospace or medical prototype turning where complexity is low and design iterations are frequent

When geometry stays simple and volumes stay moderate, the lathe delivers consistent results without the setup complexity or capital cost of a full turning center.
What is a CNC Turning Center
A CNC turning center is a more advanced, production-focused evolution of the CNC lathe. It's always slant-bed, fully enclosed, and equipped with additional axes—, plus an automated tool changer and high-RPM spindle capability designed for aggressive material removal and unattended operation. C-axis rotation is standard; Y-axis is optional depending on the complexity of the parts you're running.
Live Tooling
Live tools in the turret allow the spindle to stop while rotating tools — drills, mills, taps — perform milling, cross-drilling, and tapping directly on the turned profile. This eliminates the need to transfer the part to a separate machining center, cutting out the concentricity errors that accumulate across setups. A Tier 2 aerospace supplier reduced a three-operation process from 12 days of lead time to a single 14-minute cycle, dropping scrap rates from 8% to 0.5% using Y-axis turning with live tooling.
Sub-Spindle and Twin-Turret Capability
A second spindle accepts the workpiece from the main spindle automatically, enabling complete front-and-back machining in a single setup. This removes the manual rechucking step that introduces concentricity errors and adds cycle time. A twin-turret lathe halved the cycle time for an aluminum switch cover assembly by enabling simultaneous cutting at both spindles.
Automation Integration
Turning centers are designed for lights-out manufacturing. Common automation configurations include:
- Bar feeders auto-feed raw material through the spindle for continuous unmanned production
- Robotic arms and part catchers enable high-volume runs without operator intervention
- Chip conveyors remove swarf automatically, maintaining cutting fluid cleanliness and preventing re-cutting
OEMs offer sophisticated automation, such as Mazak's Turn Assist (an industrial robot and stocker system) and gantry loaders that allow one operator to manage multiple machines.
Horizontal vs. Vertical Turning Centers
Horizontal turning centers are the most common configuration, suited for small-to-medium parts with tailstock support. Vertical turning centers (VTLs) use gravity-assisted chucks for large, heavy workpieces and are the natural choice in heavy manufacturing environments. T.R. Wigglesworth Machinery Company carries premium turning center brands including FEMCO, KENT, and DAH LIH, and is a specialized OEM parts provider for Webster & Bennett vertical turret lathes — a proven vertical turning center platform.
Use Cases of a CNC Turning Center
Turning centers are the right choice when:
- High-volume runs of complex parts require milling features, cross-holes, or second-operation turning
- Concentricity across multiple features is critical and datum shifts from rechucking are not acceptable
- Aerospace engine and landing gear components demand tight tolerances in titanium and Inconel
- Medical implants and surgical instruments require sub-micron to ±0.0001″ (±2.5μm) tolerances and ultra-smooth surface finishes (Ra <0.4μm)
- Automotive shafts and transmission components require pitch circle diameters and bore concentricity controlled to within ±10 μm to suppress noise and vibration
- Oil & gas valve bodies call for heavy-duty multitasking machines with high torque and large bore capacity
CNC Lathe vs CNC Turning Center: Which is Right for You?
The decision hinges on three primary variables: part complexity, production volume, and total cost of ownership.
Choose a CNC Lathe if:
- Your parts are simple cylindrical shapes (pins, bushings, round shafts)
- You need manual flexibility for toolroom or repair work
- You're running low-to-medium volumes where a turning center's setup time would negate its throughput advantage
- Your budget favors a lower initial investment
Choose a CNC Turning Center if:
- Your parts require milling, cross-drilling, or tapping features
- You produce medium-to-high volumes where per-part cycle time and setup reduction drive profitability
- You're in aerospace, medical, or automotive where single-setup accuracy is non-negotiable
- You want to automate material handling for lights-out operation
Total Cost of Ownership
While a turning center costs significantly more upfront, the reduction in setups, secondary operations, and labor hours typically lowers per-part cost at higher volumes. The machine's sticker price is only part of the picture — ten-year TCO typically breaks down as:
- Labor and training: 40–60%
- Machine purchase: 10–20%
- Maintenance: 10–15%
- Consumables: 8–20%
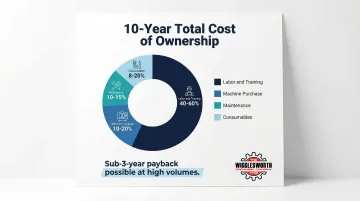
At higher volumes, a multi-axis turning center can return a sub-3-year payback period through setup reduction and labor savings alone, despite the higher upfront cost.
Industry-Specific Guidance
Aerospace, defense, and medical device manufacturers almost always benefit from turning center capability — part complexity and tight tolerance requirements make single-setup accuracy essential. General machining shops and job shops often find CNC lathes more cost-effective for varied, lower-volume work. Heavy manufacturing typically requires VTL-style turning centers to handle large workpiece diameters and weights.
T.R. Wigglesworth Machinery Company has stocked both CNC lathes and turning centers since 1935, with delivery, installation, and training available — so manufacturers at any production scale can match the right machine to their actual workload.
Real-World Scenarios: Putting the Decision in Context
Prototyping/Toolroom Scenario:
A job shop takes on small-batch custom shaft orders (10–50 pieces per run). Setup flexibility, lower programming overhead, and machine cost matter more than throughput. The CNC lathe's simplicity is a feature: quick tool changes, manual override capability, and straightforward G-code allow the operator to adapt rapidly to design changes. The lathe pays for itself through versatility, not speed.
Production Scenario:
A mid-size aerospace component supplier produces a family of aluminum housing parts requiring turning, cross-drilling, and threading. On a CNC lathe, each part needs two setups: turning on the lathe, then transfer to a milling center for cross-holes. With a turning center equipped with live tooling and C-axis, the entire part completes in one setup. Eliminating secondary setups reduces cycle time, improves concentricity, and justifies the capital investment at volume.
Matching machine to production environment is the real decision. Shops that have outgrown their CNC lathes typically point to two concrete triggers:
- Setup counts climbing as part complexity increases
- Secondary operations pulling parts off the lathe and onto a mill
Most shops upgrade when those two factors start eroding margin.
Explore Specific CNC Lathe Models
If you're ready to explore specific models, T.R. Wigglesworth carries a range of CNC lathes suited for different shop requirements. The HL-250 is a capable 2-axis CNC lathe built for reliable production turning, while the HL-55 1250 offers a compact footprint with strong specification depth for shops that need precision in a tighter space. For operations that prioritize ease of use alongside turret flexibility, the HL-55 NT delivers a servo turret design in a user-friendly package. Each of these machines represents a practical starting point for buyers looking to match equipment to real production demands.
| Product | Product Details |
|---|---|
| HL-250 | Explore Product |
| HL-55 1250 | Explore Product |
| HL-55 NT | Explore Product |
Conclusion
CNC lathes are the right tool for simpler, flexible, lower-volume turning work—and they remain indispensable in toolrooms, job shops, and prototype environments. CNC turning centers are the right choice when complexity, volume, and automation requirements outpace what a basic lathe can deliver cost-effectively.
The right decision here directly affects per-part cost, floor space utilization, setup frequency, and long-term competitiveness. To summarize the core tradeoffs:
- CNC lathes suit low-to-mid volume work, tight budgets, and operations that need flexibility across varying part types
- CNC turning centers pay off in high-volume production, complex multi-feature parts, and environments where minimizing cycle time is critical
- The tipping point is usually volume: once setup time becomes a meaningful percentage of total run time, a turning center earns its keep
Whether you're spec'ing a first machine or replacing aging equipment, T.R. Wigglesworth Machinery Company carries both CNC lathes and turning centers from manufacturers including FEMCO and KENT—and has been helping shops match the right machine to the job since 1935.
Frequently Asked Questions
What is the difference between a CNC lathe and a CNC turning machine?
"CNC turning machine" and "CNC turning center" are often used interchangeably. The turning center is the more advanced version of the CNC lathe—same rotational cutting principle, but with additional axes, live tooling, and automation features not found on a standard CNC lathe.
What is the difference between a manual lathe and a CNC lathe?
A manual lathe requires a skilled operator to control every movement by hand, while a CNC lathe automates axis movement through programmed instructions. The result: greater repeatability, higher precision, less operator dependency, and the ability to run continuous production cycles.
Who are the top manufacturers of CNC turning machines?
Globally recognized brands include Mazak, Okuma, DMG Mori, Haas Automation, and DN Solutions. T.R. Wigglesworth Machinery Company is an authorized dealer for premium brands including FEMCO, KENT, and DAH LIH—offering both new and used turning equipment with expert support.
Can a CNC turning center replace a CNC lathe entirely?
A turning center can perform every operation a CNC lathe can. That said, it is not always cost-justified as a replacement. For low-volume, simple-part work, a CNC lathe's lower operating cost and easier setup make it the more practical choice.
Which machine is better for high-volume production?
CNC turning centers are better suited for high-volume production due to live tooling, sub-spindle capability, bar feeder integration, and faster automated cycles—all of which drive lower per-part cost at scale compared to a CNC lathe.
What is a vertical turret lathe (VTL) and how does it compare to a CNC turning center?
A VTL is a vertical-orientation turning machine where the chuck faces upward and gravity holds the workpiece, making it ideal for large, heavy parts. Modern CNC-equipped VTLs handle workpieces up to 10,000 kg and Ø2,000 mm. They are a type of vertical turning center used extensively in heavy manufacturing and aerospace.