Introduction
Shops that treat "CNC turning machine" as a single category often end up with the wrong equipment for the job — and pay for it in setup time, scrap rates, and missed tolerances. CNC turning machines produce cylindrical and rotational components across aerospace, medical, automotive, and heavy industry, but the equipment itself spans six distinct configurations. Each is designed for different part sizes, production volumes, tolerances, and complexity levels.
This guide breaks down all six types, explains how each works, and gives you clear selection criteria to match machine to application.
Key Takeaways
- Common CNC turning machines (except live-tooling turning centers and mill-turn centers) produce cylindrical and rotational parts by spinning a workpiece against a stationary cutting tool — the foundation of most precision shaft, bushing, and connector work
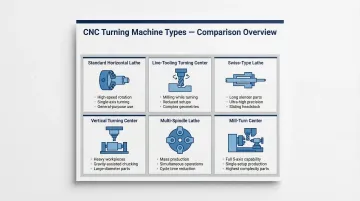
- Six primary types exist: horizontal lathe, live-tooling turning center, Swiss-type lathe, vertical turning center (VTL), multi-spindle lathe, and mill-turn center
- Each type suits different part geometries, sizes, tolerances, and production volumes—no universal best choice exists
- Choosing the right machine comes down to part size, required operations, batch volume, and available operator expertise
What Is a CNC Turning Machine?
A CNC turning machine is a computer-controlled machine tool that rotates a workpiece on a spindle while stationary or live cutting tools remove material to shape it—typically producing cylindrical, tapered, or contoured forms. G-code instructions direct spindle speed, feed rate, and tool path, enabling high repeatability with minimal manual intervention. That combination of precision and throughput gives CNC turning a clear edge over manual lathes in production environments.
CNC turning machines produce shafts, flanges, bushings, connectors, rings, and similar components found in virtually every manufacturing sector. The global CNC machining and turning centers market was valued at $25.99 billion in 2023 and is projected to reach $40.61 billion by 2030 reflecting their critical role in modern manufacturing.
Why Do Different Types of CNC Turning Machines Exist?
No single turning machine configuration covers all scenarios. Part diameter and weight, required operations (turning only vs. milling and drilling), production volume, and tolerance requirements each push toward different machine architectures.
A mismatch between machine type and application creates predictable problems:
- Insufficient rigidity for heavy workpieces causes chatter vibration and poor surface finish
- Inadequate spindle speed for small-diameter precision parts prevents optimal cutting conditions
- Missing live tooling forces costly secondary setups on separate machines, introducing alignment errors
According to an industry comparison of mill-turn vs. dedicated machines, transferring parts between standard lathes and milling centers adds alignment errors and drives up per-part costs. Matching machine architecture to the application directly affects surface finish, cycle time, and overall part cost.
Types of CNC Turning Machines
The six types below represent the most widely used CNC turning machine categories in industrial manufacturing, each optimized for a distinct set of part families and production conditions.
CNC Turning Machines We Offer:
- FEMCO HL Series (HL-55 NT, HL-55/1250, HL-250)
- Clausing CNC Lathe (CL 35, CL 45, CL 50, CK 70, 1440PT, and 1440PT)
- Webster & Bennett Vertical Turret Lathes
Standard CNC Horizontal Lathe
The standard CNC horizontal lathe is the foundational turning machine. The workpiece is held in a chuck or between centers on a horizontal spindle axis, while a cutting tool mounted on a turret moves linearly to turn, face, bore, groove, thread, or drill the part.
What sets it apart: This is traditionally a turning-only machine (however many horizontal CNC turning centers/lathes can include live tooling, C-axis, Y-axis, sub-spindles, or other options.) The turret holds fixed tools exclusively, meaning all operations must be turning-based — no live tooling, Y-axis, or milling capability. That simplicity makes it the most accessible configuration available.
Best suited for: Simple cylindrical components — shafts, pins, sleeves, and bushings — produced in low to medium volumes where secondary milling or drilling operations are not required. Job shops and general machining operations typically use this as their primary or entry-level turning platform.
Strengths:
- Lower cost than multi-function machines
- Ease of programming and operation
- Reliable performance for straightforward part families
Limitations:
- Complex parts requiring off-center features, cross-holes, or milled flats must be transferred to a separate machine
- Increases setup time and the risk of concentricity errors
- Not suitable for complete-in-one-setup manufacturing
CNC Turning Center with Live Tooling
A CNC turning center adds powered (live) tooling to the turret. Driven tool stations can rotate, enabling milling, drilling, and tapping operations on the same machine without removing the part from the chuck. Many also include a Y-axis for off-center features.
What sets it apart: Unlike a standard lathe that only turns, a turning center completes multiple operation types in one setup, combining turning with light milling and drilling capability in a single cycle. The live tooling turret makes that possible.
Best suited for: Parts that require cross-holes, keyways, flats, or threaded ports alongside turned diameters — common in automotive, hydraulic, and medical component manufacturing. Eliminates secondary operations and improves part concentricity since the part is never re-chucked.
Strengths:
- Reduced handling and fewer setups
- Better dimensional consistency
- Versatility for a wider range of part geometries
Limitations:
- Higher machine cost than a standard lathe
- More complex programming
- Reduced rigidity compared to dedicated machining centers for heavy milling cuts
Swiss-Type CNC Lathe
Swiss-type lathes (also called sliding headstock lathes) feed bar stock through a guide bushing that supports the material very close to the cutting zone. The headstock slides axially while tools mounted radially around the guide bushing cut the part, producing exceptional rigidity at the cut point.
What sets it apart: By supporting the workpiece immediately adjacent to the cutting tool, Swiss-type machines reduce deflection on long, slender parts — something conventional chuck-based turning cannot achieve, where long overhangs lead to vibration and taper.
Best suited for: Small-diameter, high-precision, and often long-relative-to-diameter parts such as surgical screws, dental implants, medical pins, watch components, aerospace fasteners, and electronic connectors. Swiss-types are the machine of choice in medical device and precision component manufacturing.
Strengths:
- Extremely tight tolerances — routinely ±0.0005" and up to ±0.0001" in controlled environments
- High surface quality on small parts
- Often completes full part production in one machine cycle
- Handles length-to-diameter ratios exceeding 3:1 (up to 30:1)
Limitations:
- Restricted bar stock diameter capacity — typically under 32mm to 38mm for most models
- High setup complexity
- Steep programming learning curve
Vertical Turning Center and Vertical Turret Lathe
Vertical turning centers (VTCs) and vertical turret lathes (VTLs) orient the spindle axis vertically. The workpiece sits on a horizontal rotating table (faceplate) while the turret and tool post are positioned above or to the side. Gravity helps seat heavy or wide parts securely on the table without requiring a powerful chuck to hold them.
What sets it apart: VTLs and VTCs are built specifically for workpieces where the diameter is large relative to the height, and where the part mass would be difficult or unsafe to support in a horizontal spindle. Faceplate diameters commonly range from 1,000mm to 3,500mm.
Best suited for: Large rings, flanges, gear blanks, impellers, turbine housings, pump bodies, and other oversized or heavy rotational components used in energy, aerospace, defense, and heavy manufacturing. VTLs are a staple in facilities machining parts too large for horizontal turning centers.
Strengths:
- Superior stability for heavy and large-diameter parts
- Reduced fixturing complexity
- Practical for workpieces that would be impractical on horizontal machines
Machines like the Okuma VTM-200 handle up to 7,000 kg on a 2,000mm table
- Limitations:
- Larger floor footprint
- Higher capital cost for large-capacity machines
- Less suitable for small or slender parts
Note: T.R. Wigglesworth Machinery Company is a specialized provider of Webster & Bennett VTL O.E.M. parts and services, supporting shops that rely on these machines for heavy industry applications.
Multi-Spindle CNC Lathe
Multi-spindle CNC lathes carry multiple spindles (typically four, six, or eight) arranged around a central drum. Each spindle indexes to successive tool stations simultaneously, so different operations are performed on different parts at the same time. When the drum indexes, a finished part exits and a new bar stock blank enters.
What sets it apart: Rather than completing one part at a time, a multi-spindle machine runs multiple parts in parallel across all stations. A finished part exits with every index cycle, cutting effective cycle time per piece far below what any single-spindle lathe can achieve.
Best suited for: High-volume production of relatively simple turned parts — automotive fasteners, fittings, valve components, and similar parts — where annual volumes justify the investment. The machine's cycle time advantage only materializes at scale.

Strengths:
- Highest output rate of any turning machine type (However, output depends on part geometry, spindle count, tooling, cycle time, material, bar loading, uptime, and changeover.)
- Low cost-per-part at volume
- Output from one CNC multi-spindle equals three or four single-spindle lathes (depends on part complexity, cycle time, setup time, spindle count, tooling, uptime, and operator strategy.)
Limitations:
- High initial investment
- Complex setup and changeover time (poorly suited for low volumes or frequent job changes)
- Less flexible for frequent job changes or low-volume complex work than a general-purpose turning center
Mill-Turn Center
Mill-turn centers (also called multi-tasking machines) combine a full-featured CNC turning spindle with a high-powered milling spindle on the same platform. The machine can turn, mill, drill, bore, thread, and even grind in a single setup. A sub-spindle is often included to complete backside operations without re-fixturing.
What sets it apart: Some mill-turns go beyond live tooling by incorporating a dedicated B-axis milling spindle with full five-axis simultaneous motion capability. That combination allows complex 3D milled features alongside precision turning, a level of integration no other turning machine type provides.
Best suited for: Complex, high-value components that previously required multiple machines and setups — aerospace structural parts, medical implants, hydraulic manifolds, and complex shafts with milled features. The single-setup advantage matters most when concentricity between turned and milled features is critical.
Strengths:
- Complete part production in one setup
- Elimination of positioning errors between operations
- Reduced work-in-process inventory
- Capable of handling complex geometries that would otherwise require 3+ separate machines
Limitations:
- Often among the highest-cost turning-machine options, especially when configured with B-axis milling, sub-spindles, automation, or five-axis capability.
- Significant programming complexity
- Machine versatility is underutilized on simple parts where a standard lathe would suffice
How to Choose the Right CNC Turning Machine
The right choice depends on part requirements, production goals, and operational constraints. The most advanced machine isn't automatically the right one. Start by mapping the part family to the machine type before evaluating any other factors.
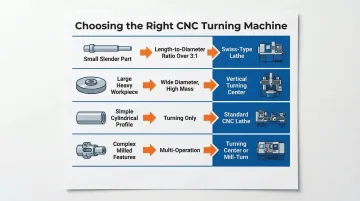
Part Geometry and Size
Match the part profile to the machine type:
- Small-diameter, slender parts: Swiss-type lathes
- Large, heavy workpieces: VTL or VTC
- Simple cylindrical profiles: Standard CNC lathe
- Complex parts with milled features: Turning center or mill-turn
Required Operations in One Setup
If secondary operations like drilling, milling, or tapping are needed, live tooling or a mill-turn center reduces additional setups and improves accuracy. If turning only is needed, a standard lathe or multi-spindle may suffice.
Production Volume and Batch Size
- High-volume simple parts: Multi-spindle lathes
- Low-to-medium-volume complex parts: Turning centers or mill-turns
- Prototype and one-off work: Versatile turning center
Budget, Floor Space, and Long-Term Support
Machine cost scales with capability: standard lathes are the most economical entry point, while mill-turn centers represent the highest investment. Floor space matters too — VTLs and multi-spindle machines carry a significant footprint that smaller shops may not be able to accommodate.
Beyond price, factor in whether your supplier offers delivery, installation, training, and parts availability for the long term. T.R. Wigglesworth Machinery Company has supported machine tool buyers since 1935, carrying both new and used equipment and stocking and sourcing parts, manuals, tooling, and service support for selected legacy machines, including Webster & Bennett VTL equipment — useful when sourcing replacements for older lathes still in production.
Mistakes to Avoid When Selecting a CNC Turning Machine
Most selection errors come down to the same three patterns. Avoiding them is straightforward once you know what to look for.
- Overbuying capability — Buying a mill-turn center to run simple shaft work adds cost, complexity, and programming overhead that the work never justifies. Match the machine to actual part demands, not aspirational ones.
- Overlooking machine constraints — Every machine type has hard limits. Swiss-types can't handle large diameters. VTLs are impractical for small parts. Multi-spindles perform poorly on job-shop variety. Ignoring these leads to scrap, rework, or an expensive machine sitting underutilized.
- Defaulting to familiarity — Don't select a machine type simply because the shop already owns one or the operator already knows it. As part families evolve, the original machine may no longer be the right fit, and the wrong machine choice shows up in cycle time, scrap rates, and missed tolerances.
Explore Specific CNC Lathe Models
If you're ready to explore specific models, T.R. Wigglesworth carries a range of CNC lathes suited for different shop requirements. The HL-250 is a capable 2-axis CNC lathe built for reliable production turning, while the HL-55 1250 offers a compact footprint with strong specification depth for shops that need precision in a tighter space. For operations that prioritize ease of use alongside turret flexibility, the HL-55 NT delivers a servo turret design in a user-friendly package. Each of these machines represents a practical starting point for buyers looking to match equipment to real production demands.
| Product | Product Details |
|---|---|
| HL-250 | Explore Product |
| HL-55 1250 | Explore Product |
| HL-55 NT | Explore Product |
Conclusion
Standard lathes, turning centers, Swiss-type machines, VTLs, multi-spindle lathes, and mill-turn centers each serve distinct roles — shaped by part geometry, production volume, and required operations. Choosing the wrong type means extra setups, higher cost per part, or a machine that simply can't hold the tolerances your work demands.
Match machine type to part requirements carefully, and work with a machine tool dealer who knows the equipment firsthand. T.R. Wigglesworth Machinery Company, founded in 1935, has stocked and supported CNC lathes, VTLs, and turning centers since a long time — reach out to discuss what fits your shop's needs.
Frequently Asked Questions
What are the different types of CNC turning machines?
The six main types are standard horizontal lathe, CNC turning center with live tooling, Swiss-type lathe, vertical turning center/VTL, multi-spindle lathe, and mill-turn center—each designed for different part sizes, volumes, and complexity levels.
Which CNC turning machine is best?
There is no single best machine—the right choice depends on part geometry, required operations, production volume, and budget. For example, multi-spindle machines are primarily justified by high-volume production, while mill-turns are justified by complexity, setup reduction, and feature relationships.
What is the difference between a CNC lathe and a CNC turning center?
A standard CNC lathe uses fixed (non-rotating) tools for turning operations only, while a CNC turning center adds live (powered) tooling that enables milling, drilling, and tapping in the same setup—reducing the need for secondary operations.
What is a Swiss-type CNC lathe used for?
Swiss-type lathes specialize in small-diameter, high-precision parts such as medical screws, dental implants, and precision fasteners. The guide bushing supports the workpiece close to the cutting zone, preventing deflection on long, slender parts.
What is a vertical turret lathe (VTL) used for?
VTLs machine large, heavy, or wide-diameter workpieces—such as rings, flanges, turbine housings, and gear blanks—where the vertical spindle orientation uses gravity to stabilize the part on the faceplate.
What materials can CNC turning machines work with?
CNC turning machines work with a wide range of materials including steel, stainless steel, aluminum, titanium, brass, copper, and engineering plastics. Material selection influences spindle speed, feed rate, tooling choice, and coolant strategy.