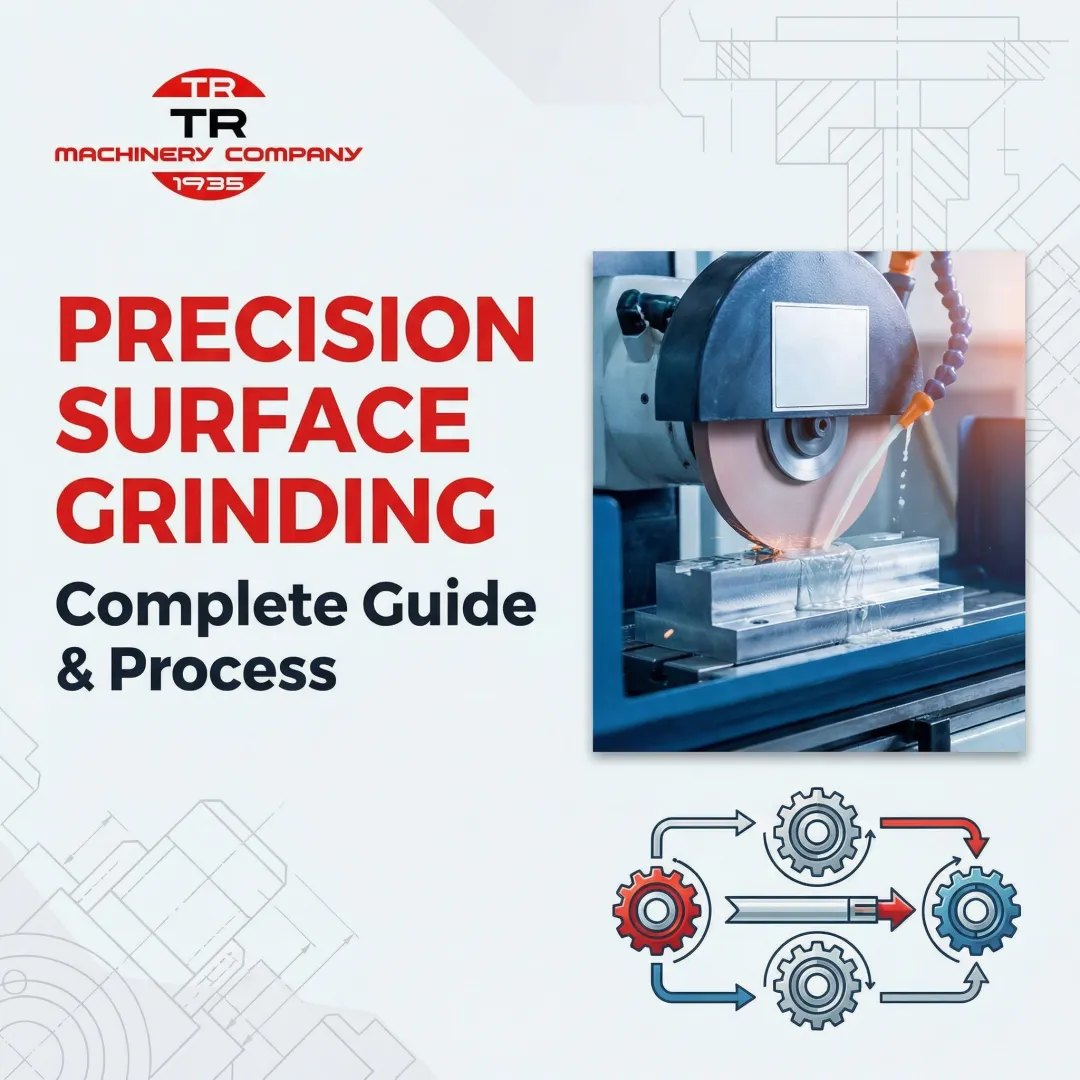
Introduction
Cast iron remains one of the most widely machined materials in heavy manufacturing, forming the structural backbone of engine blocks, machine bases, pump housings, and precision tooling components. With the global iron casting market valued at $117.4 billion in 2024, surface grinding cast iron is a routine yet technically demanding task in industrial shops.
That technical demand comes from cast iron's material properties. Despite its machinability, the material creates three specific grinding challenges:
- Wheel loading: Free graphite content clogs abrasive wheels faster than most metals
- Micro-cracking: Inherent brittleness makes the material prone to surface cracking under aggressive cuts
- Heat damage: Abrasive dust and friction require active heat management to prevent burn marks and dimensional errors
This guide walks through the full process — machine setup, wheel selection, parameter recommendations, and the common errors that turn good parts into scrap.
TL;DR
- Cast iron requires silicon carbide (SiC) or CBN grinding wheels—never standard aluminum oxide
- Heat control is critical: use light passes (0.001"–0.003"), frequent wheel dressing, and consistent coolant strategy
- Water-based coolants risk rust on bare cast iron — dry grinding with an air blast is the safer default for light-duty work
- Most failures stem from wrong wheel type, skipping dressing cycles, or excessive depth of cut
- Machine rigidity matters as much as wheel selection — a rigid surface grinder holds tolerances and prevents chatter on cast iron's graphite-rich structure
How to Surface Grind Cast Iron: Step-by-Step
Step 1: Prepare the Workpiece and Inspect the Setup
Inspect the cast iron workpiece for casting defects, hard spots, or surface scale that could cause uneven loading. Note any surface hardness variation common in gray or ductile iron.
Clean the workpiece thoroughly to remove oils, cutting fluids, or debris. Contaminants cause uneven magnetic holding and affect surface finish quality.
Confirm the surface grinder table, magnetic chuck, and spindle are clean, aligned, and free of burrs or debris that would prevent flat, stable seating. T.R. Wigglesworth Machinery Co. is an authorized KENT dealer; their surface grinders are a solid fit here given KENT's table rigidity and spindle precision, both of which matter when cast iron demands controlled, light passes.
Step 2: Select and Mount the Correct Grinding Wheel
Choose a silicon carbide (SiC) wheel for general-purpose cast iron surface grinding. SiC is harder and sharper than aluminum oxide, which is critical for cutting through the free graphite matrix in cast iron without smearing.
For high-precision or production environments, CBN (cubic boron nitride) wheels offer longer life, better form retention, and reduced heat generation—though at higher upfront cost. CBN wheels can achieve G-Ratios exceeding 10,000, compared to 1–20 for conventional aluminum oxide wheels.
Mount and balance the wheel per manufacturer specifications. Verify wheel speed rating matches spindle RPM before starting—this is a critical safety step often skipped.
Step 3: Set Parameters and Begin Grinding
Set an initial depth of cut appropriate for rough passes on cast iron:
- Roughing: 0.003 inches per pass maximum
- Finishing: 0.001 inches per pass maximum
These ranges are recommended by Machinery's Handbook for both gray and ductile cast irons. Cast iron requires lighter passes than steel due to brittleness and heat sensitivity.
Begin with the wheel rotating at correct surface speed (5,000 to 6,500 SFPM) and a steady feed rate of 50–100 fpm. Observe the spark pattern on the first passes — excessive sparking or wheel glazing means stopping to reassess immediately. Keep the wheel moving at all times; dwelling in one spot concentrates heat and can cause thermal cracking, a risk that's higher with cast iron than with steel.

Two signs that warrant an immediate stop:
- Excessive sparking — indicates too-aggressive depth of cut or feed rate
- Wheel glazing — indicates the wheel needs dressing before continuing
Step 4: Dress the Wheel, Inspect, and Finish
Dress the grinding wheel regularly throughout the process. Cast iron's graphite content causes wheel loading faster than most metals—a loaded wheel generates heat without cutting, leading to burn marks and poor finish.
After rough passes, work through these finishing steps:
- Switch to a finer grit or reduce depth of cut for finishing passes
- Inspect for dimensional accuracy and finish quality at intervals, not just at the end
- Make spark-out passes (zero infeed) to relieve grinding stress and lock in final dimensional accuracy
- Dry the workpiece immediately with compressed air or clean rags if water-based coolant was used — cast iron rusts within hours of water contact
Key Parameters That Affect Surface Grinding Results on Cast Iron
Cast iron grades — gray, ductile, white, and malleable — each respond differently to grinding. Getting parameters right is what separates a serviceable finish from a precision one.
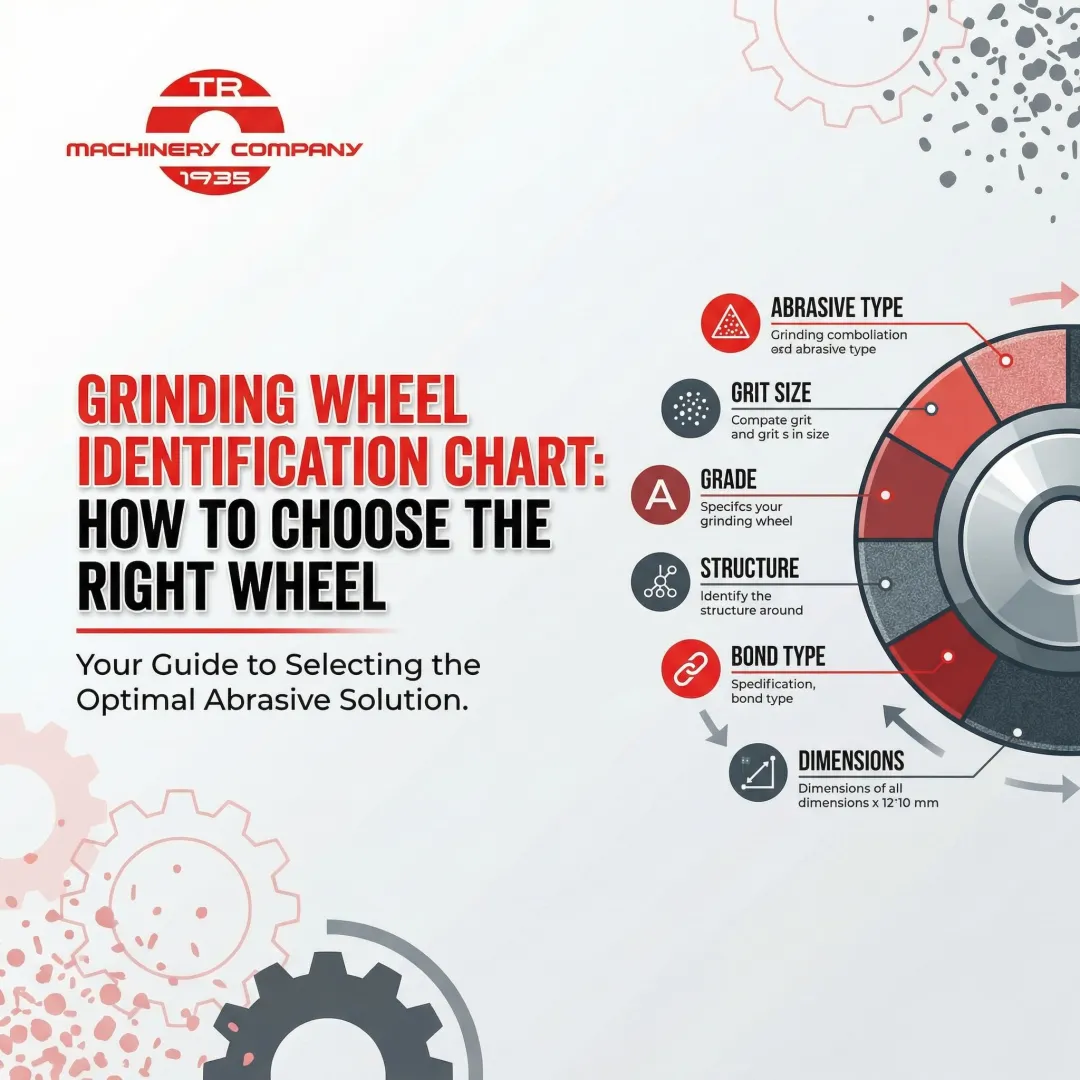
Grinding Wheel Specification (Abrasive Type, Grit, Grade, Bond)
Silicon carbide is preferred over aluminum oxide because of its sharper cutting action and lower tendency to smear graphite into the wheel. Use harder wheel grades (H–K range) to maintain form.
Grit size selection drives the trade-off between material removal rate and surface finish:
- Roughing: Coarser grits (36–60) for stock removal
- Finishing: Finer grits (80–120+) for precision finishes
Surface finish Ra values achievable at various grit ranges for cast iron:
| Grit Size | Expected Ra (µm) | Expected Ra (µin) |
|---|---|---|
| 46 | 1.10 | 42 |
| 60 | 0.80 | 32 |
| 80 | 0.70 | 26 |
| 100 | 0.50 | 21 |
| 120 | 0.40 | 16 |
| 150 | 0.35 | 14 |

Depth of Cut and Number of Passes
Cast iron requires shallower depth of cut compared to ferrous metals because its brittleness makes it prone to micro-cracking under aggressive cutting forces. Multiple light passes are better than fewer heavy cuts.
Spark-out passes — zero-infeed passes at the end of a cycle — relieve residual grinding stress and lock in final dimensional accuracy. Plan for 2–4 spark-out passes on precision work.
Key depth-of-cut guidelines for cast iron:
- Keep infeed to 0.0005–0.002 in. per pass for finishing
- Use heavier cuts (0.003–0.005 in.) only during initial stock removal
- Reduce depth of cut if chatter or surface tearing appears
Table Feed Rate and Wheel Speed
Table feed rate affects both surface finish and heat buildup:
- Too slow increases heat dwell
- Too fast reduces surface quality
- Recommended range: 50–100 feet per minute for cast iron
Wheel surface speed must stay within the wheel's rated speed. Higher speeds improve cutting efficiency but increase heat. Recommended surface speed range: 5,000–6,500 SFPM (25.4–33.0 m/s) for SiC wheels on cast iron.
Coolant Strategy: Wet vs. Dry Grinding for Cast Iron
The trade-off unique to cast iron: water-based coolants control heat effectively but create rust risk on an iron surface. Some shops grind cast iron dry with light passes and heavy air blast instead.
When oil-based coolant or mist coolant is preferred:
- Oil-based coolant eliminates rust risk
- Mist coolant provides heat control without flooding the workpiece
- Pure oil is most effective with CBN wheels
Whichever approach you use, stick with it throughout the job. Changing coolant strategy mid-operation introduces thermal shock that can produce microscopic surface cracks — and undo everything the prior passes achieved.
Common Mistakes When Surface Grinding Cast Iron
Skipping Wheel Dressing
Failing to dress the wheel frequently is the single most common error when grinding cast iron. The graphite in cast iron clogs wheel pores rapidly, causing a glazed wheel that burns the surface rather than cutting it.
How to identify a loaded vs. properly dressed wheel:
- Signs of glazing: Shiny, slick wheel face; reduced cutting rate; rising grinding noise; burn marks on the workpiece
- Signs of proper dressing: Matte finish on wheel face; sharp cutting action; consistent spark pattern; clean surface finish

Excessive Depth of Cut
Operators familiar with grinding steel often apply too aggressive a depth of cut on cast iron. This causes micro-fractures, chipping at edges, and workpiece heat damage—all of which compromise dimensional accuracy and surface integrity.
Stick to 0.001"–0.003" per pass maximum.
Ignoring Workpiece Seating and Flatness
Cast iron castings often have residual warping or uneven surfaces from the casting process. Placing a warped workpiece on the magnetic chuck without correcting the seating creates uneven grinding pressure and a false flat—a mistake that leads to scrapped parts.
Look for these seating red flags before you start:
- Rocking or instability on the chuck surface
- Visible daylight under any corner of the workpiece
- Uneven magnetic pull across the part
Using the Wrong Abrasive
Aluminum oxide wheels—common in general-purpose shops—are a poor fit for cast iron. They load quickly and transfer heat rather than cutting cleanly. Switch to a silicon carbide or CBN wheel: the difference shows up immediately in surface finish quality and how long the wheel stays sharp between dressings.
Troubleshooting Surface Grinding Issues on Cast Iron
Even with correct setup, cast iron grinding throws up problems — and catching them early is what separates a recoverable adjustment from a scrapped part.
Burn Marks or Discoloration on the Workpiece
Cause: Heat buildup from wheel loading, excessive depth of cut, or inadequate coolant/air blast.
- Dress the wheel immediately
- Reduce depth of cut
- Increase table feed rate slightly
- Verify coolant flow is unobstructed or increase air blast frequency
Rough or Inconsistent Surface Finish
Cause: Worn or loaded wheel, inconsistent feed rate, or workpiece movement from poor magnetic chuck contact.
- Redress the wheel
- Verify workpiece is seated flat with no rocking
- Check magnetic chuck magnetism
- Reduce cross-feed per pass
Chatter Marks (Parallel Ridges on Surface)
Cause: Spindle vibration, an out-of-balance grinding wheel, or loose workholding.
- Re-balance and re-dress the wheel
- Check spindle bearings for play
- Ensure workpiece is fully secured
- Slow down table feed rate
Rapid Wheel Loading
Cause: Wheel grade too hard for the material, insufficient dressing frequency, or inadequate coolant/air blast.
- Increase dressing frequency
- Switch to a softer wheel grade or open-structure bond
- For dry grinding, add compressed air to clear debris from the wheel face
Most of these issues trace back to two variables: wheel condition and heat management. Keep dressing intervals consistent and monitor workpiece temperature, and the majority of cast iron grinding problems resolve before they become rejects.
When to Surface Grind Cast Iron (and When to Consider Alternatives)
Surface grinding is the right choice for cast iron when the job demands tight flatness tolerances, precise parallelism, or a target surface finish Ra value. Typical applications include:
- Machine tool bases and ways
- Valve bodies and sealing surfaces
- Brake rotors requiring consistent parallelism
- Precision fixtures and reference surfaces
That said, it isn't always the best fit. Knowing when to step back saves time, money, and tooling.
Situations Where Surface Grinding Is the Wrong Approach
- Very large or heavy castings where milling or planing is more practical
- White iron or chilled cast iron surfaces with extreme hardness that will destroy standard SiC wheels rapidly
- Parts with complex geometry that a flat grinding wheel cannot reach
Alternative Methods to Consider
| Method | Best For | Limitation |
|---|---|---|
| Milling | Heavy stock removal on large surfaces with moderate finish requirements | Less precise finish than grinding |
| Lapping/Honing | Achieving very fine Ra values after grinding | Follow-on process only, not a standalone replacement |
| Planing/Scraping | Large machine tool surfaces; precision rebuilding of cast iron beds | Slower; requires skilled operator |

Conclusion
Surface grinding cast iron is an effective and precise process when the setup is right. Correct wheel type (SiC or CBN), controlled depth of cut (0.001"–0.003"), consistent dressing, and a sound heat management strategy are the core success factors.
Most failures—burn marks, chatter, poor finish, scrapped parts—trace back to avoidable preparation errors or wrong parameter choices, not fundamental limitations of the process.
Getting those parameters right starts with having the right machine. T.R. Wigglesworth Machinery Co. has supplied precision surface grinding equipment and application guidance to industrial shops since 1935 — contact us to discuss which setup fits your cast iron work.
Frequently Asked Questions
Can you surface grind cast iron?
Yes, cast iron is routinely surface ground in manufacturing. It requires the right abrasive wheel (typically silicon carbide or CBN), light depths of cut (0.001"–0.003" per pass), and attention to heat management due to cast iron's brittleness and graphite content.
What is the best grinding wheel for surface grinding cast iron?
Silicon carbide wheels are the standard choice for general cast iron surface grinding due to their sharp cutting action. CBN wheels are preferred for high-precision or high-volume applications. Aluminum oxide wheels should be avoided — they load quickly on cast iron.
Should you use coolant when surface grinding cast iron?
Coolant controls heat effectively, but water-based fluids create rust risk on bare cast iron surfaces. Many shops use dry grinding with light passes and air blast, or oil-based mist coolant as a compromise. If water-based coolant is used, dry the surface immediately.
Why does my grinding wheel keep loading up when grinding cast iron?
Cast iron's free graphite content clogs wheel pores faster than most other metals. Dress the wheel more frequently, switch to a softer or more open-structure grade, and use air blast or coolant for chip clearance.
What surface finish can you achieve when surface grinding cast iron?
The achievable finish depends on grit size, wheel condition, and machine quality. Typical Ra values range from 1.10 µm (46 grit) down to 0.35 µm (150 grit) or finer with proper technique and equipment.
What RPM or wheel speed should I use for surface grinding cast iron?
Never exceed the manufacturer's rated speed. For silicon carbide wheels on cast iron, the recommended surface speed is 5,000–6,500 SFPM (25.4–33.0 m/s) — higher speeds improve cutting but increase heat generation.