Introduction
The welding table thickness debate has divided fabricators for decades — and the answer is rarely as simple as "go thicker." Choosing between 1/4" and 3/8" steel directly shapes five practical outcomes:
- Purchase cost and shipping weight
- Achievable surface flatness over time
- Load tolerance under heavy assemblies
- Accessory and fixture compatibility
- Substructure requirements to prevent sag
The right choice depends on workload intensity, substructure design, and shop environment. Each variable shifts the calculus — which is why fabricators who assume thicker always wins often end up with a heavier, costlier table than their application actually demands. This guide breaks down both options side by side, with the engineering specifics that matter most.
Key Takeaways
- 1/4" steel can suit light-duty or mobile fabrication tables, but flatness should be verified from the manufacturer’s published tolerance—not assumed from thickness alone.
- 3/8" steel adds mass and rigidity, making it better suited for heavy-duty industrial environments and high-impact workloads
- Neither thickness is universally superior — buyers should compare steel grade, flatness tolerance, table structure, hole/grid system, weight, and caster or fixed-foot configuration.
- Going thicker increases table weight significantly, reducing usable caster capacity
- If your work demands consistent fixturing or repetitive heavy clamping, substructure design matters as much as thickness of steel
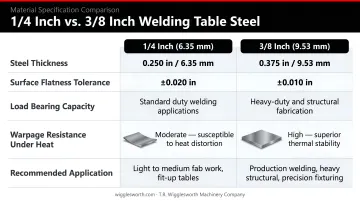
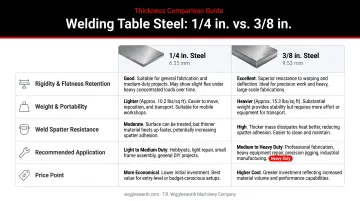
1/4" vs. 3/8" Steel: Quick Comparison
Here’s how the two thicknesses compare across the five attributes that matter most when choosing a welding or fabrication table.
Cost
1/4": Typically offers a lower upfront price, making it a practical option for lighter-duty applications, budget-sensitive shops, or fabricators who prioritize mobility and basic fixturing needs.
3/8": Comes with a higher material cost, but that added investment reflects a more substantial table surface. On a representative 5' x 10' top, upgrading from 1/4" to 3/8" increases steel weight from 510.5 lbs to 765.7 lbs — an additional 255 lbs of steel. For buyers who value long-term durability, rigidity, and heavier-duty performance, that extra material can be a worthwhile upgrade.
Weight
1/4": Lighter construction can make the table easier to move and may preserve more usable caster capacity for shops that frequently reposition equipment.
3/8": The added weight gives the table a more planted, stable feel during fabrication. While the additional 255 lbs reduces available caster capacity, it also helps minimize unwanted movement during clamping, grinding, welding, and heavier workholding tasks.
Flatness Achievability
1/4": Thinner plate can be easier to press and correct during manufacturing, which may simplify the flatness process when paired with a well-designed support structure.
3/8": Thicker plate is naturally more rigid, so it requires more care during manufacturing to control bow and heat distortion. However, when properly fabricated, that rigidity helps the finished table better maintain its surface integrity over time, especially in demanding shop environments.
Load Capacity and Rigidity
1/4": Can perform well under moderate loads when supported by a strong rib structure. It is a practical choice for general fabrication, lighter assemblies, and everyday welding work.
3/8": Provides greater inherent resistance to flexing, impact, and deformation under heavier loads or stronger clamping forces. The added mass also helps absorb and distribute welding heat more effectively, making it better suited for prolonged use, heavier assemblies, and shops that want a more robust work surface.
Accessory Compatibility
Accessory compatibility depends less on plate thickness alone and more on the table’s hole diameter, grid spacing, side-hole pattern, and tooling system. Before buying, confirm whether your clamps, stops, squares, and extensions match the table’s published hole and grid specifications.
Bottom Line
1/4" steel can be a good fit for lighter-duty, cost-sensitive applications where mobility and basic fixturing are priorities. 3/8" steel is the stronger choice for fabricators who want a more durable, stable, and rigid work surface that can better handle heavier loads, stronger clamping pressure, and long-term shop use.
What is 1/4" Steel for Welding Table Tops?
1/4" steel plate is 0.25" thick, or about 6.35 mm. It is typically considered for lighter-duty or more mobile welding-table designs, but performance depends on the full table construction, not plate thickness alone.
When a 1/4" top is supported by a dense network of interlocking CNC-cut ribs, every rib intersection acts as a vertical column of steel, providing high rigidity and strength. This is a torsion-box design — the moment of inertia (resistance to bending) increases substantially with rib reinforcement.
Adding ribs with heights of 152 to 203mm can increase the effective stiffness of a 6mm (1/4") plate by three to five times compared to a flat plate of the same thickness.
Core benefits linked to operational impact:
- Preserves caster load capacity for heavy workpieces due to lower table weight
- Delivers better value per square foot with reduced material cost
- Achieves flatter surfaces more reliably — less raw bow and less heat-induced stress from manufacturing
Limitations to state honestly:
Without adequate substructure, a standalone 1/4" plate is vulnerable to flex and heat-induced warping over time. Heavy impact from dropping large components directly onto the surface can cause edge deformation around fixture holes.
Use Cases of 1/4" Steel
1/4" tables suit a wide range of environments, particularly where portability or cost efficiency matters:
- Light to medium fabrication and general metalwork shops
- Vocational, training, and educational welding labs
- Automotive fabrication and small structural work
- Shops that reposition tables regularly (lower weight aids mobility)
- Shops comparing lighter-duty tables from manufacturers that offer 1/4" tops
For small and medium-scale operations, a 1/4" top may be adequate when the table is properly engineered and the workload is light enough. Confirm expected workpiece weight, fixturing force, mobility needs, and flatness tolerance before choosing it over a heavier Grade 50 table. The deciding factor isn't plate thickness — it's whether the rib system underneath is engineered to match your production demands.
What is 3/8" Steel for Welding Table Tops?
3/8" (approximately 9.53mm) steel plate represents a meaningful step up in mass and cross-sectional thickness. This translates to greater resistance to deformation under heavy loads, stronger heat-sink behavior, and improved resilience against high-impact use.
Core benefits linked to operational impact:
- Acts as a larger heat sink during prolonged sessions, pulling heat away from the weld zone and dissipating it more evenly — reducing localized distortion (Other factors like workpiece material, weld sequence, clamping, joint design, etc.also play a role apart from just the steel thickness in heat sinking quality)
- Resists bending under heavy clamping pressure better than thinner plate
- Withstands repeated impact from heavy workpieces being loaded and unloaded
Limitations to address directly:
The greater natural bow in 3/8" raw plate makes it harder to fabricate to a truly flat surface. However trusted brands like Almaco achieve this with high grade flatness for 1/2” as well as 3/8” steel.
The added material also means significantly more weight — raising total table weight and cutting into net load capacity on casters.
Use Cases of 3/8" Steel
Where it fits:
- Heavy fabrication environments where large, dense workpieces are routinely placed on the table
- Shops where tables are permanently installed and mobility is not a concern
- Industrial settings requiring high resistance to surface impact and deformation
Industries where 3/8" is more appropriate:
- Structural steel fabrication
- Heavy equipment manufacturing
- Aerospace and defense production environments
- Precision manufacturing operations where table rigidity under sustained heavy loads directly impacts part accuracy
Heavy-duty applications warrant the extra investment. For example, chassis tables designed for building large automotive or machine frames frequently use 3/8" thick top plates combined with deep ribbing to accommodate the setup and clamping of heavy structural frames. Within Wigglesworth’s current welding-table offering, ALMACO tables are available in Grade 50 steel configurations, including 3/8" models and 1/2" upgraded models, with published specs for flatness, hole size, grid spacing, weight, and caster options.
1/4" vs 3/8" Steel: Which is Right for Your Shop?
The right top thickness depends on how your shop actually operates. Key variables include:
- Typical workpiece weight and size
- Frequency of high-impact loading
- Whether the table will be moved or fixed
- Accessory ecosystem in use
- Substructure quality
- Budget relative to expected table lifespan
Choose 1/4" When:
- Workloads are light to medium
- The table is built on a robust rib infrastructure
- Mobility and portability are priorities
- Manufacturer’s published flatness, load, structure, and hole/grid specifications match your fixturing system
- Cost-efficiency matters
Choose 3/8" When:
- needs more mass, rigidity, impact resistance, and long-term durability
- Heat-sink performance is a concern due to sustained welding sessions
- Long-term surface resilience under abuse is a priority over mobility and cost
Note: Confirm the caster or foot configuration, because some heavy-duty tables can still be configured for controlled mobility.
This profile fits precision and heavy manufacturing environments: aerospace, defense, and industrial machine tool operations where table rigidity directly supports part accuracy.
The Substructure Caveat
Neither thickness delivers its full potential without the right rib system underneath. Rib depth and spacing drive effective stiffness through moment of inertia — the structural property that measures resistance to bending.
Support structure can materially improve rigidity, but do not compare a fully engineered 1/4" table against an unsupported loose plate. Compare complete tables by steel grade, structure, flatness tolerance, hole/grid system, weight, and intended workload.
When evaluating tables, ask about:
- Rib depth (4" minimum recommended)
- Whether ribs are CNC-cut and fully welded at intersections
- Total number of rib intersections supporting the top
For precision and heavy manufacturing operations, equipment specifications matter as much as the steel thickness itself. T.R. Wigglesworth Machinery Company has supplied welding tables and fabricating equipment to heavy manufacturing shops since 1935 and expanded to aerospace and defense industries since then. Contact them to discuss specifications matched to your workload.
| Product | Product Details |
|---|---|
| 4'x8' Welding Table | Explore Product |
| 4'x4' Welding Table | Explore Product |
| 3'x5' Welding Table | Explore Product |
Conclusion
1/4" and 3/8" each serve a specific operational profile. 1/4" wins on cost, weight, flatness, and accessibility for light-to-medium fabrication, while 3/8" earns its place in heavy industrial and high-impact environments where mass and durability outweigh the added cost and weight penalty.
Get the thickness wrong and the effects go beyond the table itself: part accuracy suffers, accessory compatibility narrows, and the investment underperforms sooner than it should. The decision comes down to an honest read of your workflow — what loads you're running, how often, and what tolerances your work demands. Match the table to those realities, and the right choice becomes clear.
Frequently Asked Questions
What thickness steel should a welding table top be?
1/4" is standard for most light-to-medium fabrication when supported by a proper substructure, while 3/8" or thicker is warranted for heavy-duty industrial environments. The substructure design — rib depth, spacing, and welding quality — matters as much as the plate thickness itself.
What is the best steel for a welding table top?
For most fabrication tables, carbon steel is common because it is weldable, durable, repairable, and compatible with magnetic fixturing. Wigglesworth’s ALMACO welding tables use American Grade 50 steel, with published options in 3/8" and 1/2" configurations.
Does a welding table have to be all metal?
For arc welding, the work lead should be clamped with good metal-to-metal contact to the workpiece or to a conductive worktable near the weld. A steel table is common because it is durable, heat-resistant, and conductive, but the required electrical return path should be set up according to the welding machine’s safety instructions. The two common exceptions where non-metal surfaces may apply are laser and oxy-fuel welding, which don't require electrical grounding.
How big should a welding table be?
A 4'×8' welding table is a common large-format option, but the right size should be based on the largest workpieces the shop regularly fabricates, available floor space, and whether modular expansion is needed. Ultimately, size should match the largest workpiece type you regularly fabricate, with modular extensions available as needs grow.
Does a thicker welding table top mean better flatness?
No. Thicker plate is harder to press flat during manufacturing because it has more natural bow and requires more clamping force and welding heat to straighten. However a thicker steel plate is more resistant to bending or damage while in use for heavy work than a thinner steel plate.

