Introduction
When a part diameter hits 60 inches or a bore depth exceeds what a standard machining center can handle, conventional equipment stops being the answer. Aerospace, heavy equipment, and precision manufacturers know this ceiling well — and boring mills exist specifically to push past it.
The global precision machining market is projected to grow from $123.54 billion in 2025 to $228.75 billion by 2033 at an 8.1% CAGR, driven by aerospace, defense, and EV sectors demanding larger, tighter-tolerance components. That growth means capacity decisions made today directly shape competitive position for years ahead.
This guide covers how boring mills serve as a production scaling lever — from machine types and throughput-driving features to operational strategies, maintenance essentials, and selection criteria.
Key Takeaways
- Boring mills handle large, complex parts conventional centers can't fixture, removing size-based bottlenecks
- CNC controls, multi-axis capability, and pallet systems can boost spindle utilization from 35% to 95%
- Part-family batching and setup reduction cut cycle times without capital equipment purchases
- Monitoring spindle bearings and way lubrication prevents tolerance drift and unplanned downtime
- Used boring mills typically deliver equivalent capability at 40–50% of new machine cost — a viable path for shops expanding capacity on a budget
Boring Mills 101: Types and What They're Built For
Boring mills are machine tools engineered to enlarge and finish pre-drilled holes in large workpieces with high dimensional accuracy. Unlike standard machining centers, they're built to handle heavy, oversized parts with multi-axis capability — making them indispensable for components that exceed conventional fixture capacity.
Horizontal Boring Mills (HBMs)
HBMs orient the spindle horizontally, moving it in X, Y, and Z axes while the workpiece stays stationary on the table. This configuration excels with long, bulky parts like engine blocks, gearbox housings, fluid manifolds, and structural weldments.
Key advantages for production environments:
- Gravity chip evacuation: Chips fall away from the cutting zone naturally, reducing recutting and heat buildup
- Extended horizontal reach: Supports deep-bore work on elongated parts without repositioning
- High load capacity: Heavy-duty floor-type HBMs handle workpiece weights up to 150 tons with X-axis travels exceeding 29,000 mm
Vertical Boring Mills (VBMs) / Vertical Turret Lathes (VTLs)
VBMs and VTLs rotate the workpiece on a horizontal table around a vertical axis while the cutting tool moves vertically and horizontally. This layout suits tall, cylindrical, or ring-shaped components — turbine housings, large flanges, heavy rings, and bearing seats are typical candidates.
- Gravity-assisted stability: The horizontal table centers parts naturally, stabilizing asymmetric loads and simplifying setup
- Chip clearance: Vertical orientation keeps chips away from critical cutting surfaces
- Massive capacity: Large-scale VTLs accommodate turning diameters up to 10,000 mm and table loads up to 350 tons

These machines are standard in power generation and aerospace, where rotating assemblies routinely exceed conventional machine capacity.
Why Boring Mills Are Uniquely Suited for Production Scaling
Standard CNC mills struggle with parts that cannot be fixtured or flipped on conventional tables. Boring mills eliminate this bottleneck by design — they handle part envelopes that would require custom fixturing or multiple setups elsewhere. This capability unlocks access to higher-value, larger-volume contracts that shops with only conventional equipment must decline.
Size is only part of the picture. Modern VTLs equipped with live tooling and automatic tool changers perform turning, milling, and drilling in a single setup establishing a reliable datum and minimizing tolerance stack-up compared to routing parts across multiple machines. When Highland Manufacturing transitioned from legacy jig bores to a 6-axis milling and boring machine, cycle times dropped from days to minutesn That consolidation effect compounds at scale. Every eliminated setup multiplies across hundreds of parts — which means fewer labor hours, fewer opportunities for error, and tighter delivery windows on high-volume runs.
That operational advantage matters now more than ever. U.S. Manufacturing Technology Orders reached a record $814.3 million in December 2025, bringing the 2025 annual total to $5.74 billion — a 22.5% increase over 2024, driven by 45.1% year-over-year growth in aerospace machinery orders alone. Shops with boring mill capacity on the floor can bid on that work. Those without it cannot.
Machine Features That Directly Impact Throughput
Dual-Pallet Shuttle Systems
A two-pallet changer allows operators to load and unload parts on one pallet while the spindle cuts on the other. This keeps spindle utilization near 100%, eliminating idle time during setups that would otherwise halt production. In high-mix, high-volume environments, this single feature can represent the difference between single-shift capacity and around-the-clock output without adding headcount.
Large Automatic Tool Changers (ATCs)
Production HBMs frequently use matrix tool magazines holding between 81 and 285 tools. High-capacity systems enable long, unattended machining runs on complex parts with dozens of features, reducing tool-change interruptions and providing redundant tooling for lights-out shifts. A shop that loads a full weekend's worth of tooling on Friday and runs unattended until Monday sees throughput gains compound quickly.
4-Axis and 5-Axis Contouring Rotary Tables
Full B-axis rotary tables eliminate the need to re-fixture parts between operations, enabling complete machining of complex geometries in one setup. Combining these operations reduces cycle time per part and eliminates the tolerance error that accumulates when parts move between machines or fixtures. For high-feature-count components, the result is a 30–50% reduction in total part cycle time.
n
CNC Adaptive Control Software
Systems like FANUC's iAdaptS and Omative's ACM monitor spindle load in real time and dynamically adjust feed rates. During light cuts, they increase feeds to reduce cycle time by 20–40%. During heavy loads or hard spots, they slow feeds to prevent tool breakage and scrap. The net effect: consistent material removal rates, fewer scrapped parts, and tooling that lasts longer across high-volume runs.
Spindle Load Monitoring
Component monitoring software tracks bearing loads and spindle power; when the system detects an overload, the control can automatically insert a replacement tool or halt the machine. This protects the main spindle from damage and prevents ruined workpieces during unattended production shifts — a critical safeguard when scaling to lights-out operation.
Operational Strategies for Scaling Production Output
Part-Family Batching
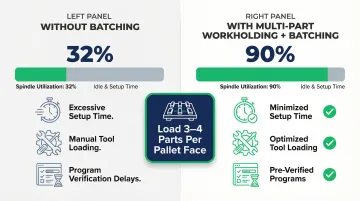
Grouping similar workpieces that share setup parameters reduces changeover time between runs. On boring mills, where setup (fixturing, tool loading, program verification) can represent a significant share of total cycle time, batching delivers immediate gains. Using multi-part workholding on multi-pallet HBMs allows shops to load 3 to 4 parts per pallet face, increasing productive spindle time from 30–35% to 85–95%.
Optimize NC Programs for Efficiency
Programmable adjustments that reduce per-part cycle time include:
- Minimizing rapid travel distances between cuts
- Sequencing operations to reduce tool changes
- Using high-feed roughing passes followed by precision finish passes
At MSI Mold Builders, consolidating operations onto a single 5-axis machine saved 6 to 10 hours of setup time per part representing 10–15% of total machining cycle time.
Combine Multi-Axis Capability with Strategic Workholding
Angle plates, rotary tables, and modular fixturing allow manufacturers to complete multiple faces of a part in one chucking, cutting the number of setups per part in half or more. Sterling Engineering used live tooling on VTLs to cut keyways and drill angled holes in exhaust cases in a single setup, eliminating the need to move heavy parts to horizontal boring mills and reducing cycle times while improving shop safety.
Invest in Operator Training and Standardized Work Instructions
Well-trained operators who can run lights-out or near-lights-out shifts, manage offset adjustments, and interpret DRO/CNC feedback without downtime are a critical scaling factor. Industry benchmarking shows 71% of top-performing shops run lights-out or unattended machining, versus 54% of standard shops— trained operators are what make that gap possible.
Schedule Preventive Maintenance During Low-Demand Periods
Preventive scheduling prevents unplanned stops from eroding the production gains achieved through the strategies above. The next section covers the specific maintenance routines that protect that uptime.
Keeping Boring Mills Running: Maintenance and Uptime
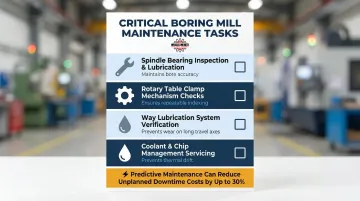
The highest-impact preventive maintenance tasks specific to boring mills include:
- Spindle bearing inspection and lubrication — critical for maintaining bore accuracy
- Rotary table clamp mechanism checks — ensures repeatable indexing under load
- Way lubrication system verification — protects against wear on long travel axes
- Coolant and chip management system servicing — prevents thermal drift and recutting
Neglecting these tasks leads to tolerance drift and unplanned downtime. Spindle bearing degradation alters machine stiffness; early signs include inability to hold tolerances, inconsistent surface finishes, and chatter.
Correct bearing replacement starts with correct parts. Non-OEM components on machines like Webster & Bennett VTLs can compromise spindle accuracy and table load ratings — and once tolerance drift sets in, tracing it back to a substandard part is a costly exercise. T.R. Wigglesworth Machinery Company stocks genuine Webster & Bennett O.E.M. parts and specializes in supporting these machines to keep them running at spec.
Establish a documented maintenance log tied to spindle hours and workpiece tonnage rather than calendar time. Boring mills running heavy cuts on hard materials accumulate wear faster than lighter-duty machines, and spindle degradation is the leading cause of tolerance failure in high-volume production environments.
The cost of getting this wrong is significant. Predictive maintenance strategies using IoT sensors reduce maintenance costs by 35% to 50% compared to reactive schedules, and for context on the stakes: unplanned downtime costs Fortune Global 500 industrial organizations an estimated $1.5 trillion annually.
How to Choose the Right Boring Mill When Scaling
Primary Selection Criteria
When scaling production, evaluate:
- Confirm the workpiece envelope fits your part range — length, weight, and maximum bore diameter
- Verify tolerance capability over long travel: bore-to-bore centerline, perpendicularity, and parallelism
- Match spindle power to your primary materials — cast iron, alloy steel, and aluminum have different cutting demands
- Identify pallet-change and rotary table requirements based on your intended part mix
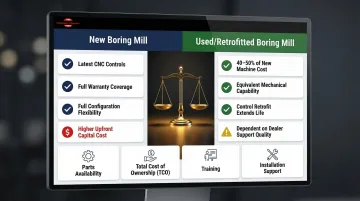
New vs. Used Boring Mill Decision
New machines offer the latest CNC controls, warranty coverage, and configuration flexibility. Quality used machines from reputable dealers can deliver equivalent capability at lower capital cost — making them attractive for incremental scaling. Retrofitting a mechanically sound machine costs approximately 40–50% of a new machine's price, updating controls and extending parts availability for years ahead.
For shops weighing both options, T.R. Wigglesworth Machinery Company stocks new and used boring mills from FEMCO, KENT, and DAH LIH, with delivery, installation, and operator training available to shorten time-to-production.
Total Cost of Ownership
Evaluate beyond purchase price: factor in tooling investment, control upgrade potential, parts availability, and support network. A machine with proprietary controls or limited parts access can become a bottleneck rather than a capacity solution. A full TCO analysis should account for maintenance, fluids, energy consumption, tooling wear, and the cost of unplanned downtime — expenses that compound significantly over a machine's service life.
| Product | Product Details |
|---|---|
| BMC-110R2 | Explore Product |
| BMC-135TN | Explore Product |
| BMC-110R3 | Explore Product |
Frequently Asked Questions
What is the difference between a horizontal and vertical boring mill for scaling production?
HBMs suit long, heavy parts like gearboxes and manifolds; VBMs/VTLs are better for tall, cylindrical components like turbines and rings. Base the choice on primary workpiece geometry — horizontal spindles excel at deep bores and multi-face indexing, while vertical configurations use gravity to stabilize asymmetric loads.
How does CNC integration improve boring mill throughput?
CNC enables repeatable programs, adaptive feed control, and integration with pallet changers and ATCs — together minimizing operator intervention, maximizing spindle-on time, and reducing scrap. The result is more parts per shift without adding labor.
What tolerances can boring mills reliably hold in production?
According to JLC CNC, modern CNC boring operations typically achieve hole tolerances around ±0.01 mm (±0.0004 in.), with bore-to-bore centerline, perpendicularity, and parallelism tolerances in the ±0.001–0.002 in. range over extended travel distances. Maintaining these tolerances depends on machine rigidity, thermal stability, and proper spindle maintenance.
What workpiece sizes and weights can boring mills handle?
Modern HBMs and VBMs handle parts ranging from a few hundred pounds to tens of thousands of pounds depending on the model. Table-type HBMs commonly support 10–20 ton workpieces, while floor-type machines with rotary tables can accommodate 80–100 tons. VTL table ratings vary widely by machine class, with large-scale models handling 350+ ton loads.
Is it better to buy a new or used boring mill when expanding capacity?
New machines offer latest controls and warranties, while quality used machines offer cost savings of 40–50%. The decision hinges on budget, required features, and whether a trusted dealer can support installation and training. For incremental capacity additions, used equipment from reputable sources often delivers the best ROI.
How often should a boring mill be serviced to protect production uptime?
Track service intervals by spindle hours and cut tonnage rather than calendar time, and prioritize spindle lubrication, way maintenance, and rotary table checks above all else. Condition-based monitoring cuts maintenance costs by 35–50% compared to reactive schedules, protecting against failures that can idle machines for weeks.