Introduction
Horizontal boring mills are among the most powerful and specialized machine tools in heavy manufacturing — massive, horizontally oriented platforms designed to machine large, complex metal components for industries like aerospace, energy, and heavy equipment. Unlike a standard drill press or vertical lathe, a horizontal boring mill (HBM) keeps the workpiece stationary while advancing a rotating horizontal spindle into it, allowing precise internal machining of parts weighing up to 50 tons or more.
This is a hands-on trade role — not a desk job — requiring precision, technical knowledge, and a willingness to continuously learn new machining techniques and CNC programming. The manufacturing skills gap is severe: Deloitte projects 2.1 million unfilled manufacturing jobs by 2030, with skilled CNC machinists, including HBM operators, among the hardest positions to fill.
Key Takeaways
- HBMs bore, drill, mill, and face heavy metal workpieces using a horizontally oriented rotating spindle
- Operators set up machines, adjust CNC controls, and inspect finished parts to tolerances as tight as ±0.0001"
- Entry typically requires vocational training, apprenticeship, or on-the-job training — formal degrees are rarely required
- Mastering CNC programming and precision measurement leads to the strongest long-term career prospects
What Is a Horizontal Boring Mill?
A horizontal boring mill is a machine tool designed primarily to enlarge already-drilled or cast holes to precise dimensions. Unlike a standard drill press or milling machine, the HBM uses a horizontally oriented spindle that feeds into a stationary workpiece — allowing deep, accurate internal machining of large components like turbine casings, gearbox housings, and engine blocks.
Three core components define any boring operation:
- Spindle — the rotating tool holder that provides cutting motion
- Boring bar — the long shaft that extends into the workpiece, holding the cutting tool
- Indexable insert — the replaceable cutting element that performs the actual metal removal
Overhang — the distance between the anchor point and the cutting tip — is the critical limiting factor in HBM operations. Standard steel bars are limited to 3×D to 4×D overhangs before chatter degrades surface finish. The longer the overhang, the greater the vibration risk and the tighter the operational discipline required. With damped boring bars, overhangs can extend to 5×D; carbide-reinforced damped bars allow up to 7×D.
Modern CNC HBMs automate movements and achieve micrometer-level tolerances. The Fermat WRF 160 CNC floor type horizontal boring machine achieves positioning accuracy of 0.010 mm (0.0004") and repeatability of 0.005 mm (0.0002") — tolerances measured in ten-thousandths of an inch.
Horizontal vs. Vertical Boring Mills
The key operational difference comes down to what moves. Vertical boring mills (VBMs) rotate the workpiece on a chuck — similar to a vertical lathe. Horizontal boring mills keep the workpiece stationary and advance the rotating spindle into it.
Consider a 30-ton engine housing or turbine casing. A VBM would require spinning that mass on a rotating table, creating serious clamping and safety challenges. An HBM keeps the part stationary and feeds the tool horizontally into it — a far more practical approach for large, heavy workpieces.
Three main types of horizontal boring machines:
- Table (universal) type — most common; designed for small to medium-size workpieces up to 50 tons with cross-wise table movement
- Floor type — uses a constant floor plate with T-slots to hold very large, heavy workpieces that are difficult to mount on a table
- Planer (T-type) — table slides directly on the bed instead of on a saddle, suitable for supporting long workpieces
Each machine type suits a different workpiece profile — and understanding those distinctions is foundational knowledge for any HBM operator.
What Does a Horizontal Boring Mill Operator Do?
An HBM operator's core workflow starts with reading and interpreting engineering blueprints and GD&T (Geometric Dimensioning and Tolerancing) callouts, then planning the machining sequence: deciding which cuts to make in what order to achieve the finished geometry while minimizing repositioning of the workpiece.
Machine setup responsibilities include:
- Selecting and installing the correct boring bar and insert for the material being cut
- Securing the workpiece using fixtures, clamps, or T-slots on the machine table
- Aligning the part precisely to the spindle axis using dial indicators, gauge blocks, and height gauges
- Setting work offsets in the control system before any cutting begins
A poorly set-up machine is one of the most common causes of scrapped parts. When you're machining a $50,000 casting, precision during setup is non-negotiable.
In-process monitoring responsibilities:
- Watching for signs of tool wear (surface finish changes, unusual sounds, dimensional drift)
- Adjusting feed rates and spindle speeds in real time to optimize metal removal and tool life
- Performing in-process measurement using micrometers, bore gauges, and calipers to verify dimensional accuracy before the part leaves the machine
Operators work to tolerances of ±0.001 inch as standard, and may use precision positioning devices to work to tolerances as close as ±0.0001 inch.
Tools and Equipment Used
Primary cutting tools:
- Boring bars (solid steel, carbide, and vibration-damped variants)
- Face mills, end mills, drills, and tap tooling
Measurement instruments:
- Micrometer sets, vernier calipers, bore gauges, depth gauges
- Coordinate Measuring Machines (CMMs) for critical parts — integrating CMMs with shop-floor automation can cut inspection time by 60% and gain 40-60% productivity
Material handling equipment:
- Overhead cranes, hoists, and forklifts for loading heavy workpieces
- PPE required on the floor: safety glasses, hearing protection, steel-toed boots, and face shields where applicable
On the controls side, operators load and verify G-code programs, set tool offsets, run dry-cycle checks before cutting live material, and monitor machine diagnostics. Most modern horizontal boring mills run Fanuc or Siemens CNC systems.
Knowing G-code and M-code is no longer an advanced skill — it's a baseline expectation for anyone working on a modern HBM.
T.R. Wigglesworth Machinery Company Offers The Following Horizontal Boring Mill Brands
- Fermat: Premier partner for modern CNC and manual floor-type and table-type mills (such as the TOS W100A).
- FEMCO: Exclusive distributor of their high-quality CNC horizontal boring mills in North America.
- Pre-Owned Brands: Used inventory typically includes manufacturers like Lucas, Giddings & Lewis, Toshiba / Shibaura, Devlieg
Essential Skills and Qualifications for HBM Operators
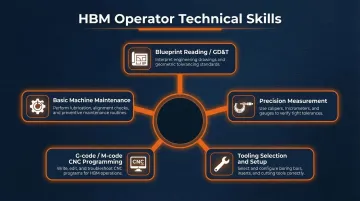
Core technical skills employers look for:
- Blueprint reading — especially GD&T symbols like position, concentricity, cylindricity, and perpendicularity
- Precision measurement proficiency — using micrometers, calipers, bore gauges, and dial indicators
- Tooling selection and setup for various metals including steel, cast iron, aluminum, and exotic alloys
- G-code/M-code programming for CNC machines
- Basic machine maintenance: lubrication, coolant management, minor troubleshooting
Selecting the right cutting speeds and feed rates comes from hands-on repetition. Get it wrong and you're either scrapping parts or burning through tooling — both of which eat into shop profitability fast.
Equally important soft skills:
- Attention to detail — tolerances measured in thousandths of an inch leave no room for approximation
- Problem-solving under production pressure — diagnosing a drifting dimension without shutting down a shift
- Mechanical aptitude — reading machine sounds and behavior to catch issues before they escalate
- Safety consciousness — identifying hazards before they cause injury or equipment damage
These skills are in short supply. According to the Manufacturing Institute, 72% of manufacturers rank skilled production workers — machinists, welders, and technicians — as their most critical hiring need, with millions of manufacturing jobs projected to go unfilled by 2030. For qualified HBM operators, that shortage translates directly into leverage.
Typical education and certification landscape:
- Vocational/trade school programs (6 months to 2 years) — focused, practical training in machining fundamentals
- Formal apprenticeships (3–4 years with paid on-the-job training) — comprehensive, often leading directly to employment
- Direct on-the-job training at a manufacturing facility — learning from experienced operators
Certifications in CNC operation or precision metrology from the National Institute for Metalworking Skills (NIMS) give candidates a measurable edge. No single credential is mandatory for HBM operation, but certified applicants consistently stand out in competitive hiring pools.
How to Become a Horizontal Boring Mill Operator: Step-by-Step
Step 1 — Build a Foundational Base
Start by developing shop math (fractions, decimals, trigonometry), basic blueprint reading, and familiarity with measurement tools. Enroll in a community college or vocational school machining program, or at minimum complete introductory online coursework paired with hands-on practice.
Safety fundamentals — lockout/tagout, PPE, machine guarding awareness — must be understood before touching any industrial equipment. OSHA regulations and shop safety protocols are the foundation of every machining career.
Step 2 — Pursue Formal Training or an Apprenticeship
Two main structured paths:
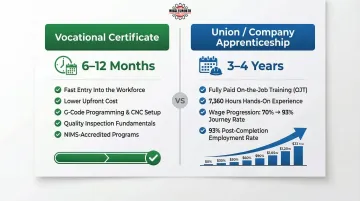
Vocational certificate (6–12 months):
- Focused, lower cost, faster entry into the workforce
- Should cover G-code programming, machine setup, tooling identification, and quality inspection techniques
- Programs like Wallace State Community College's NIMS-accredited Machine Tool Technology program cover both metallic and non-metallic part construction and repair
Union or company apprenticeship (3–4 years):
- Broader training, often paid, frequently leads directly to employment at the sponsoring company
- The IAM/Boeing Joint Apprenticeship offers a 4-year machinist apprenticeship with 7,360 hours of on-the-job training and 640 unpaid classroom hours
- Wage progression starts at 70% of journey-level wage and increases to 93% by program completion
- 93% of apprentices retain employment after completing an apprenticeship program
Step 3 — Get on a Shop Floor, Even in a Supporting Role
Seek entry-level manufacturing positions — even as a machine operator assistant, material handler, or general laborer — to get exposure to how a production machine shop operates. Watching experienced HBM operators work, understanding workflow, and learning the culture of a shop floor has practical value that no classroom can fully replicate.
You'll learn how parts flow through a shop, how quality inspectors think, and what "good enough" versus "scrap" actually looks like in practice.
Step 4 — Develop CNC and Programming Knowledge
As manual boring mills become rarer, CNC proficiency is increasingly the dividing line between entry-level and mid-level operators. Build G-code literacy through:
- Practice simulators and CAD/CAM software tutorials
- Manufacturer-sponsored training programs
- Online resources and community forums
Shops sourcing or upgrading horizontal boring mill equipment often provide operator training as part of the purchase. T.R. Wigglesworth Machinery Company, for example, offers training alongside equipment delivery and installation — so it's worth asking about training support whenever new machines are being commissioned.
Step 5 — Apply, Build Experience, and Keep Learning
Apply for operator or operator-in-training roles, emphasizing in applications your blueprint reading ability, precision measurement skills, and safety awareness over any claim of "expert" proficiency you don't yet have. Employers value honesty and a willingness to learn over inflated credentials.
Advancement to senior operator, lead operator, or CNC programmer typically takes 5–8 years of consistent, quality-focused work. Operators who pursue additional certifications or cross-train on related machines — vertical turret lathes, jig borers, horizontal machining centers — tend to advance faster.
Salary Expectations and Career Growth
Median wage benchmarks:
The median annual wage for machinists was $56,150 in May 2024, with the 10th percentile earning around $17.64/hour and the 90th percentile reaching $36.45/hour. For milling and planing machine setters and operators specifically, the median annual wage was $47,200 in May 2023.
Factors affecting compensation:
- Manufacturing-heavy Midwest and Southeast regions consistently offer above-average wages
- Aerospace, defense, and power generation pay the highest premiums — top industries include Electric Power Generation ($109,990), Scheduled Air Transportation ($104,210), and Aerospace Product and Parts Manufacturing ($72,800)
- Advanced CNC programming skills push compensation noticeably above base operator rates
Career progression path:
- Junior Operator (0–2 years) — supervised setups and basic machine operation under close guidance
- Operator (2–5 years) — independent complex setups, running production jobs without supervision
- Senior Operator (5–8 years) — subject matter expert, mentoring junior operators, troubleshooting difficult jobs
- Lead Operator or CNC Programmer (8–12 years) — programming new jobs, optimizing processes, coordinating workflows
- Supervisor or Department Manager (12+ years) — leading teams, managing production planning, and holding budget responsibility

Vertical advancement isn't the only option. Experienced operators also move laterally into quality control inspection, machine maintenance, or machine tool sales.
Job market outlook: While automation handles some repetitive operations, the complex setup, troubleshooting, and oversight requirements of horizontal boring mills — especially for large, one-off, or custom components — continue to require skilled human operators. Overall employment of machinists is projected to be 299,600 in 2034 — essentially flat from 2024 — with 29,500 annual job openings expected. Most of those openings will come from replacing workers who retire or move to other roles.
| Product | Product Details |
|---|---|
| BMC-110R1 | Explore Product |
| BMC-100HT | Explore Product |
| BMC-135TN | Explore Product |
Frequently Asked Questions
What is a horizontal boring machine operator job description?
An HBM operator sets up and runs horizontal boring mills to precision-machine large metal workpieces, interprets blueprints and GD&T callouts, programs or adjusts CNC controls, performs in-process quality inspections using micrometers and bore gauges, and conducts basic machine maintenance including tool changes and lubrication.
How does a horizontal boring mill work?
An HBM works by rotating a boring bar (cutting tool) horizontally and feeding it into a stationary workpiece. The spindle's rotation provides the cutting motion while linear feed motion (applied to the tool or table) allows the boring bar to enlarge and finish internal geometries to precise tolerances, often within ±0.001" or tighter.
What is the difference between vertical boring and horizontal boring?
Vertical boring mills rotate the workpiece on a table while the tool is stationary, functioning similarly to a vertical lathe. Horizontal boring mills keep the workpiece stationary and advance the rotating spindle into it — making horizontal mills better suited for very large, heavy workpieces that can't be safely spun.
What are the common mistakes made by beginners in milling operations?
Common beginner errors include incorrect feed rates causing tool breakage, poor fixturing leading to vibration, neglecting to verify work offsets, and skipping in-process measurement. Chatter is another frequent issue — Kennametal notes that an overly long boring bar is the most common cause.
Can you use a boring bar on a mill?
Yes, boring bars can be used on a milling machine for light-to-medium boring work. However, dedicated horizontal boring mills provide far greater rigidity, spindle reach, and power for deep or large-diameter boring on heavy workpieces — making them the preferred choice for serious production boring operations.
Can you run a CNC mill manually?
Most CNC machines offer a manual data input (MDI) or jog mode that lets operators move axes and make cuts without running a full program — a capability HBM operators rely on during setup, probing, and troubleshooting to verify alignments before production runs.